AI and In-Situ Monitoring Are Converging in Composite Manufacturing — Here's What That Means for AFP
A comprehensive new review finds that AI/ML is now enabling real-time defect detection, closed-loop process control, and digital twin quality assurance in composite additive manufacturing. For anyone operating or evaluating an AFP system, the implications are enormous: the gap to fully autonomous layup is closing fast.
If you've been following the composites industry over the past few years, you've probably noticed two parallel conversations happening at every conference and in every technical journal. The first is about sensors — thermal cameras, laser profilometers, acoustic emission systems — and their growing role in watching the layup process as it happens. The second is about artificial intelligence and machine learning, and their ability to make sense of the enormous volumes of data those sensors produce.
.png)
AFP-X head with integrated thermal camera — in-situ monitoring built into the placement process, not bolted on after.
A landmark narrative review published in Frontiers in Mechanical Engineering in April 2026 by Zaidi, Asif, Aljabri, and Khan brings these two conversations together in a single, comprehensive framework. Titled "Intelligent composite 3D printing: the role of artificial intelligence, machine learning, and in-situ monitoring in next-generation additive manufacturing," the paper synthesizes the current state of AI-driven composite manufacturing across the entire process lifecycle — from feedstock design to digital twins — and makes a compelling case that these technologies are no longer theoretical. They are production-ready building blocks.
For those of us working in Automated Fiber Placement, this convergence matters deeply. The question customers increasingly ask — "How do I know the AFP system is making a good part?" — now has an answer grounded in peer-reviewed research, not speculation. Let's walk through what the review reveals and what it means for the future of AFP.
The Intelligent Manufacturing Stack
The Zaidi et al. review organizes the AI-composite intersection into four layers that, when stacked together, form what we might call the intelligent manufacturing stack. Here's how these layers relate to an AFP workflow:
Each layer feeds into the next. Material design models predict how a feedstock will behave. Monitoring systems verify whether reality matches prediction. Control systems intervene when it doesn't. And digital twins tie it all together, learning from every layup to make the next one better.
This is the architecture the composites industry is converging toward — and AFP, with its inherent sensor integration points and process controllability, is uniquely positioned to benefit from it.
Layer 1: AI-Driven Material and Path Design
The review highlights how machine learning is accelerating the traditionally slow process of composite feedstock development. Instead of relying on trial-and-error experimentation to find the right combination of fiber type, matrix resin, filler content, and processing window, researchers are now training supervised learning models — random forests, support vector machines, gradient-boosted trees, and neural networks — to predict mechanical properties and processability from compositional inputs.
Zaidi et al. document cases where models achieved R² values exceeding 0.90 for predicting tensile strength, viscosity, and dimensional accuracy across a range of fiber-reinforced systems. One study using CatBoost (a gradient-boosted decision tree algorithm) accurately predicted the tensile properties of continuous fiber composites including Kevlar, carbon, and glass reinforcements — the exact material families that AFP users work with daily.
For AFP specifically, this means faster qualification of new tow materials. When a customer wants to switch from a thermoset carbon prepreg to a thermoplastic PEEK tape, the traditional approach involves weeks of coupon testing. An ML-assisted approach can narrow the process window before a single tow is placed, predicting the temperature-viscosity-speed envelope that will produce acceptable consolidation.
The review also documents the growing role of active learning — a strategy where the ML model itself selects which experiments to run next, focusing on the regions of compositional space where uncertainty is highest. Jain et al. (2024) used Gaussian Process Regression with an active learning loop and discovered optimal photopolymer resin compositions with roughly 38% higher modulus and 48% higher strength using fewer experiments than a conventional design-of-experiments approach. Applied to AFP materials, this kind of iterative, model-guided exploration could dramatically shorten the time required to qualify new thermoplastic tapes or bio-based prepregs for production.
Beyond materials, generative adversarial networks (GANs) are now being applied to optimize fiber layup architectures themselves — designing stacking sequences and steering paths that outperform human-designed laminates for specific load cases.
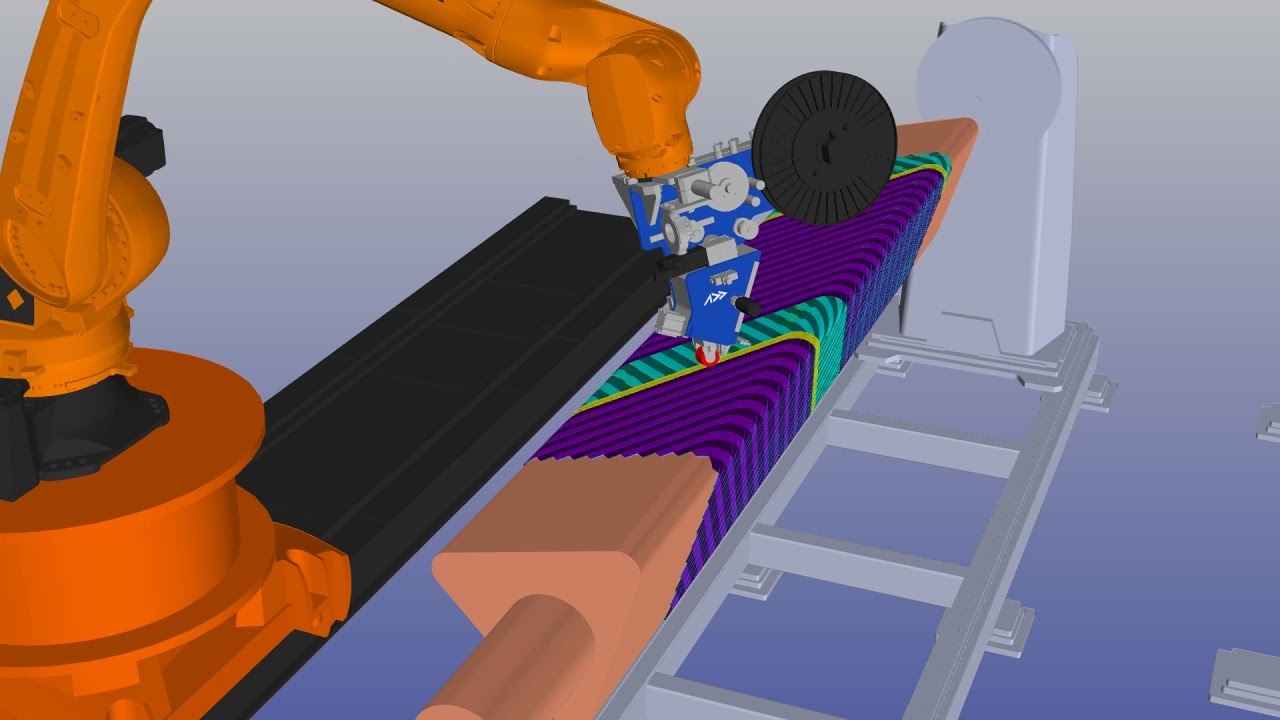
Multi-angle ply path planning on a curved mold, simulated in AddPath.
This is directly relevant to AFP path planning, where tools like AddPath already optimize trajectories for complex geometries. The combination of GAN-designed layups with ML-predicted processing windows creates a design-to-manufacture pipeline that is fundamentally more integrated than the traditional handoff between structural analysis and manufacturing engineering.
Layer 2: In-Situ Monitoring and ML-Based Defect Detection
This is where the review becomes most directly relevant to AFP operations. Zaidi et al. catalog the full spectrum of sensing modalities now being deployed in composite additive manufacturing and the ML architectures used to interpret their data:
.png)
Micro-Epsilon scanCONTROL laser profilometer mounted on AFP-XS — surface topology capture at placement speed.
The defect types that matter in AFP — gaps, overlaps, wrinkles, bridging, tow twists, foreign objects, and porosity — are exactly the defect categories that recent deep learning models have been trained to detect. Tang et al. (2025) demonstrated a PointNet++ architecture that segments out-of-plane AFP defects from 3D point cloud data captured by a structural light camera in under one second per specimen. Zemzemoglu and Unel (2026) introduced ThermoRAFT-AFP, a deep learning framework for real-time thermal motion estimation that reconstructs full ply-level visualizations from infrared camera footage — entirely independent of machine kinematics.
Meanwhile, the review documents CNN-based defect classifiers achieving over 90% detection accuracy on AFP surface defects as small as 0.5 mm, and an SVM-based hybrid framework that reached 96.4% defect detection accuracy with an F1-score of 96.43% on thermal vision data from AFP processes. An improved YOLOv7 model showed a 10.5% improvement in mean average precision over baseline, with detection speeds supporting online inspection at 35 m/min — well within typical AFP placement speeds.
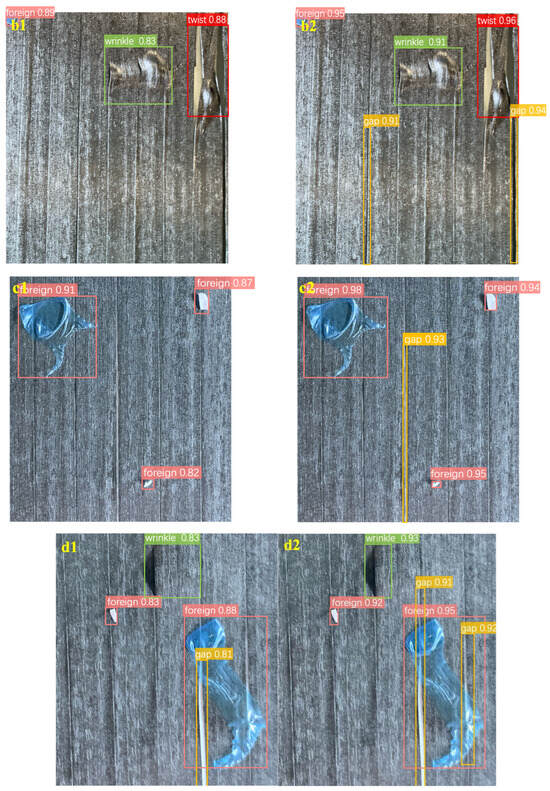
YOLO-based AFP defect detection — bounding boxes identifying wrinkles, gaps, twists, and foreign objects with confidence scores above 0.90. Source: Author et al., Applied Sciences 14, 5657 (2024), CC BY 4.0
The critical insight from the review is that these are no longer isolated lab demonstrations. The sensor hardware is commercially available. The ML architectures are well-understood. What remains is system integration — mounting the sensors, running the models, and connecting the outputs to meaningful actions. And this is precisely where an open-architecture AFP system has a decisive advantage.

AFP-XS on a KUKA arm at Compositadour — sensor-ready, robot-agnostic, and built for integration.
Layer 3: Closed-Loop Adaptive Control
Detection without correction is just expensive record-keeping. The real value emerges when monitoring feeds directly into process control. Zaidi et al. review several approaches to closing this loop, from neural-network-augmented PID controllers to full reinforcement learning (RL) agents.
The concept is straightforward in principle but profound in practice:
In one demonstration cited by the review, a deep Q-network (DQN) agent learned to reduce edge warping by 40% in a carbon fiber composite process by dynamically adjusting feed rate and bed temperature in response to sensor feedback. Another study demonstrated an actor-critic RL model that learned to adjust extrusion multiplier and speed to eliminate inter-layer gaps — effectively "healing" the print in real time.
For AFP, the controllable process parameters — placement speed, heater power (laser, IR, or flash lamp), compaction force, and feed tension — are exactly the levers an adaptive controller needs. The AFP-XS system, for instance, already provides closed-loop thermal control and adjustable compaction. Adding an ML-driven interpretation layer between the sensors and the existing control interfaces is an engineering integration challenge, not a fundamental research problem.
The review also highlights a practical consideration that matters for industrial deployment: edge AI. Rather than streaming sensor data to a remote server for processing (introducing latency and network dependency), researchers are deploying lightweight neural networks directly on embedded hardware — microcontrollers and single-board computers mounted on the machine itself. One demonstration achieved defect detection within 50 milliseconds using an STM32 microcontroller with a compressed CNN. This matters for AFP, where placement speeds can reach 1 m/s and a defect that goes undetected for even a fraction of a second represents centimeters of potentially defective layup.
Layer 4: Digital Twins and Predictive Manufacturing
The top layer of the intelligent manufacturing stack is the digital twin — a virtual replica of the physical AFP process that runs in parallel, continuously updated by live sensor data, and capable of predicting problems before they occur.
Zaidi et al. are careful to distinguish true digital twins from static simulations. A real digital twin maintains a bidirectional, real-time connection with the physical system. It ingests sensor data, updates its internal state, and feeds predictions back to the control system. The review documents how ML surrogates can replace computationally expensive finite element models, enabling real-time prediction of temperature distributions, residual stresses, and crystallinity evolution during thermoplastic AFP.
One particularly relevant study trained an ANN-based surrogate model on FEA simulation results for the AFP process, achieving a mean absolute percentage error of just 1.56% while reducing computation time by four orders of magnitude compared to the original simulation. The predicted thermal profiles can then be compared with real-time in-situ temperatures during manufacturing to predict layup quality — essentially creating a digital twin of the AFP thermal process.
This predictive capability transforms quality assurance from reactive to proactive. Instead of detecting a defect after it has formed and deciding whether to scrap or repair, the system anticipates where a defect is likely to form and adjusts the process to prevent it entirely.
What This Means for AFP Users Today
The Zaidi et al. review makes clear that the individual components of intelligent composite manufacturing — sensors, ML classifiers, adaptive controllers, digital twins — have all been demonstrated at accuracy levels that meet or exceed industrial requirements. The remaining challenge is system-level integration: assembling these components into a cohesive, reliable manufacturing workflow.
This is where architecture matters. Legacy AFP systems — the monolithic, closed-box machines that have dominated aerospace factories for decades — were not designed with third-party sensor integration or ML-driven control loops in mind. Retrofitting intelligence onto a system that wasn't built for it is expensive and fragile.
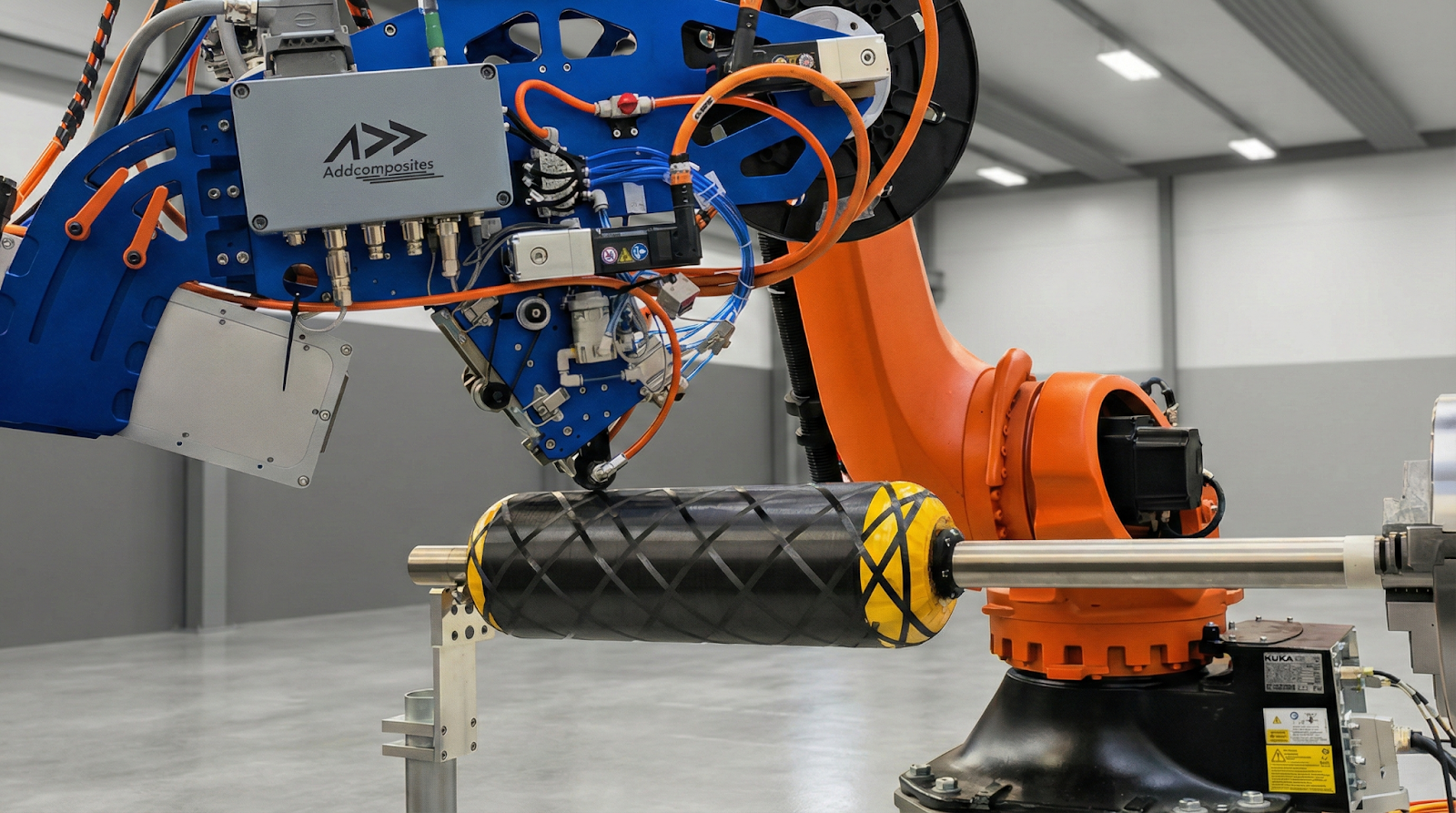
AFP-XS on a KUKA arm — modular, robot-agnostic, and designed from the ground up for integration.
The AFP-XS was designed differently. As a modular, robot-mounted system with an open control architecture, it provides natural integration points for exactly the kind of intelligent monitoring stack the research community is building. The system already supports multiple heating technologies (laser, IR, flash lamp), closed-loop thermal control, and the AddPath software ecosystem for path planning and simulation.
Adding a camera or profilometer to the placement head, running an ML classifier on an edge device, and feeding the results back into the existing control interfaces is a matter of engineering — not reinvention.
This is not a hypothetical future. Research groups at institutions worldwide are already building these exact integrations on robotic AFP platforms, and the AFP-XS's compatibility with major robot brands (KUKA, ABB, Kawasaki, Yaskawa, Fanuc) means it inherits the sensor mounting and communication infrastructure those ecosystems provide.
The Challenges That Remain
The review is refreshingly honest about the limitations, and any responsible discussion of intelligent AFP must address them directly.
Data scarcity is a persistent problem — training a CNN-based defect classifier requires thousands of labeled images, and most AFP operations don't produce enough defective samples to build a robust dataset. This is especially acute in aerospace, where processes are deliberately optimized to minimize defects, leaving very few "bad" examples to learn from.
Unsupervised and semi-supervised approaches (autoencoders trained only on "good" samples, for instance) are emerging as practical alternatives. One study documented in the review used an autoencoder framework that leveraged AFP's inherent geometric symmetry to expand limited datasets, achieving satisfactory detection accuracy with a fraction of the labeled data that supervised approaches require. But these methods aren't yet as consistently accurate as fully supervised models, and the composites community is still developing best practices for their deployment.
Model generalizability is another concern. A defect classifier trained on one material system (say, thermoset carbon prepreg) may not transfer cleanly to another (thermoplastic PEEK tape). The surface appearance, thermal signature, and defect morphology differ between material families, and a model that excels on one may produce unacceptable false-positive rates on another. Transfer learning — pre-training a model on a large dataset and then fine-tuning on a smaller target dataset — offers a path forward. Song et al. (2025), cited in the review, demonstrated that a deep neural network pre-trained on one composite's stress-strain data could successfully forecast the behavior of a different composite with minimal additional training data.
And there is the question of trust and certification. Deploying an AI-driven quality system in a research lab is one thing; certifying it for aerospace production is quite another. Regulators need to understand why the model flagged a particular region as defective, not just that it did. The "black box" nature of deep neural networks is a genuine barrier to certification. Physics-informed neural networks, which embed known physical laws (heat transfer equations, consolidation mechanics, crystallization kinetics) into the ML architecture, are one promising approach to building models that are both accurate and explainable. The review notes that hybrid approaches — combining physics-based models with data-driven corrections — consistently outperform either method alone while maintaining a level of interpretability that pure deep learning cannot offer.
The Path Forward
The convergence of AI and in-situ monitoring in composite manufacturing is not a question of if but when — and the Zaidi et al. review makes a strong case that "when" is now. The sensors exist. The algorithms work. The computational hardware is small enough and fast enough to run on the machine itself.
What the industry needs is a platform that makes integration straightforward rather than heroic. A system that doesn't lock users into a proprietary monitoring stack but instead provides the open interfaces, the process controllability, and the software infrastructure to plug into the rapidly maturing ecosystem of intelligent manufacturing tools.
That is exactly the design philosophy behind the AFP-XS and the broader Addcomposites ecosystem. We built a platform, not a black box — because we've always believed that the most important innovations in composite manufacturing would come not from any single company, but from the global community of researchers, engineers, and manufacturers pushing the boundaries of what's possible.
The research reviewed here proves that belief is well-founded. The intelligent AFP cell isn't a concept sketch anymore. It's an integration project — and the building blocks are ready.
This blog post is part of our ongoing series exploring how emerging research and technologies are shaping the future of automated composite manufacturing. Interested in how the AFP-XS platform can support your research into intelligent manufacturing? Get in touch with us.
Discover the future of satisfying composite manufacturing with Addcomposites! Here's how you can get involved:
- Stay Informed: Subscribe to our newsletter to receive the latest updates, news, and developments in AFP systems and services. Knowledge is power, and by staying informed, you'll always have the upper hand.
- Experience Our Technology: Try our cutting-edge simulation software AddPath for a firsthand experience of the versatility and capability of our AFP systems.
- Connect With Us: Reach out to discuss your specific needs and how our AFP systems can cater to your production requirements.
- Explore Our Blog: Dive into our collection of blog posts for insights and stories from the world of AFP and composites manufacturing.
Learn More
Get in touch to discuss your intelligent AFP application →
Contact Us for a ConsultationReferences
- Zaidi, A.A., Asif, M., Aljabri, A., & Khan, S.Z. (2026). "Intelligent composite 3D printing: the role of artificial intelligence, machine learning, and in-situ monitoring in next-generation additive manufacturing." Frontiers in Mechanical Engineering, 12. doi: 10.3389/fmech.2026.1774757
- Tang et al. (2025). "Lay-up defects inspection for automated fiber placement with structural light scanning and deep learning." Polymer Composites. doi: 10.1002/pc.29672
- Zemzemoglu, M. & Unel, M. (2026). "Deep learning-based thermal motion estimation and lay-up reconstruction framework towards machine-independent real-time AFP process monitoring and inspection." Composites Part B, 308, 112951.
- Zubayer et al. (2024). YOLOv5-based AFP defect detection achieving >90% accuracy on sub-millimeter voids. Referenced in Zaidi et al. (2026).
- Piovarči et al. (2022). Actor-critic RL model for adaptive extrusion control. Referenced in Zaidi et al. (2026).
- Chung et al. (2022). Deep reinforcement learning for closed-loop defect mitigation. Referenced in Zaidi et al. (2026).
