Carbon Fiber Thermoplastics Are Delivering 50% Lower Maintenance Costs in Aerospace: Here Is the Financial Case

The aerospace industry does not change materials without a compelling financial argument. Aluminum dominated for five decades not because engineers loved it, but because the lifecycle economics were predictable. When carbon fiber reinforced polymers (CFRPs) displaced aluminum on the Boeing 787 and Airbus A350, they did so by winning a total program cost argument — not just a weight argument.
A landmark 2025 review published in Advanced Materials by Wang, Huo, Chevali, Hall, Offringa, Song, and Wang synthesizes over five decades of CFRP development and makes a striking case: the next economic step-change in aerospace composites is not yet another thermoset formulation — it is the shift to carbon fiber reinforced thermoplastics (CFRTs). The Airbus A350 platform achieved 50% lower maintenance costs compared to its predecessor by switching to CFRP. CFRTs are positioned to extend that advantage further, through weldability, re-processability, and inherent recyclability that thermosets simply cannot match.
This post breaks down that financial and technical case — and explains where automated fiber placement technology from Addcomposites fits directly into the manufacturing stack that makes it possible.
The Two Waves of CFRP Adoption — and Why a Third Is Coming
The review by Wang et al. frames CFRP history in two distinct waves. The first wave was aerospace: Boeing using 50 wt% CFRP in the B787 airframe, Airbus reaching 53 wt% in the A350. The gains were significant — fuel savings around 22% on the B787, and that 50% reduction in structural maintenance intervals on the A350 compared to the A380.

A350 meets A380 at LAX — the aircraft that cut structural maintenance costs by 50% alongside the aluminium-heavy predecessor it replaced.
The second wave was the expansion into wind energy, automotive, and industrial sectors — driven by falling carbon fiber costs and large-volume demand. Wind turbine blades now consume more carbon fiber globally than aerospace.

A carbon fibre wind turbine blade taking shape on the factory floor.
The Third Wave Is Underway
The third wave, which is underway now, is the thermoplastic shift. It is being driven by three converging pressures: net-zero mandates, high-rate manufacturing requirements (70–100 aircraft per month on next-generation programs), and the unsolved end-of-life problem of thermoset composites.
Three Converging Pressures
Net-zero mandates · High-rate manufacturing (70–100 aircraft/month) · End-of-life recyclability requirements for thermoset composites.
Carbon Fibre Reinforced Polymers · Historical Context
The Economics of Three CFRP Waves
How drivers, matrices, and outcomes shaped each era of adoption
Aerospace Primacy
1970s – 2010sIndustrial Scale
2000s – 2020s⚠ Long cure cycles ⚠ No recyclability
Thermoplastic Resurgence
2020s →Why Thermoplastics Win the Lifecycle Cost Argument
The performance case for CFRTs over carbon-fiber-reinforced thermosets is well established in the literature. The economic case is less frequently articulated clearly, so it is worth laying out explicitly.
Wang et al. document that CFRTs replace metals — aluminium, titanium, and steel alloys — with approximately 60% weight savings, five-fold improvement in specific strength, two-fold improvement in specific stiffness, and four-fold improvement in fatigue performance and endurance. But the advantages over thermoset CFRP are what matter for total program cost:
Lifecycle Cost Analysis · Material Systems
CFRT vs. Thermoset CFRP
Total Program Cost Drivers
- Long cure cycles
- Autoclave CAPEX
- Cold storage required
- No weld joining capability
- Short cycle time
- OOA (Out-of-Autoclave) capable
- Room-temp stable storage
- Fusion weldable
- Mechanical fastening (Ti alloys)
- Adhesive bonding steps
- Ultrasonic / resistance / laser welding
- Fastener-free assemblies
- Landfill disposal
- Grinding (low-value output)
- Emerging CAN networks — unproven commercially
- Remelt · Reform · Recycle
- In-plant scrap reuse demonstrated (GKN Fokker)
* vs. metallic equivalents, per Wang et al. 2025
Demonstrated Production Outcomes
The CFRT flight control surfaces cited in the review offer 30% lower cost and 40% lower cycle times than metal equivalents. These are not projected numbers — they are demonstrated production outcomes.
The Materials Stack: Choosing the Right Thermoplastic Matrix
Not all thermoplastics are equal. The review provides a detailed property comparison of the major matrices used in aerospace and adjacent sectors. The selection decision is fundamentally a trade-off between processing temperature, cost, and performance ceiling.
Material Engineering · Selection Guide
Thermoplastic Matrix Selection Map
Plot of processing performance vs. material cost — click any material for full specs
LMPAEK deserves particular attention. It delivers most of the mechanical and fire-smoke-toxicity performance of PEEK, but with a melting temperature 50–70°C lower. For AFP operations, this translates directly into energy savings, infrastructure cost reduction, and a broader process window. The Cetex TC1225 and TC1320 tapes, processable at 305–340°C, have already been validated in fuselage demonstrators. For aerospace customers evaluating a transition to thermoplastic AFP, LMPAEK is frequently the most practical starting point.
The Processing Stack: Where AFP Sits in the CFRT Manufacturing Chain
The review covers seven major processing routes for CFRTs. Understanding how they interrelate is essential for any manufacturing investment decision.
Thermoplastic Composites · Manufacturing
CFRT Processing Routes & Primary Use Cases
Hover each process to explore outputs and project references
Fiber Forms
Fiber Forms
AFP sits at the top of the value chain for continuous-fiber structural components. It is the process that built the MFFD fuselage skin at DLR — laying down and consolidating UD tape via robot without vacuum bagging or autoclave curing. It is the process that winds Type IV and Type V pressure vessels for hydrogen storage.
The challenge historically has been cost and accessibility. Large gantry AFP systems require multi-million dollar capital investment, climate-controlled facilities, and dedicated programming teams. That is exactly the gap that the AFP-XS from Addcomposites was designed to close.
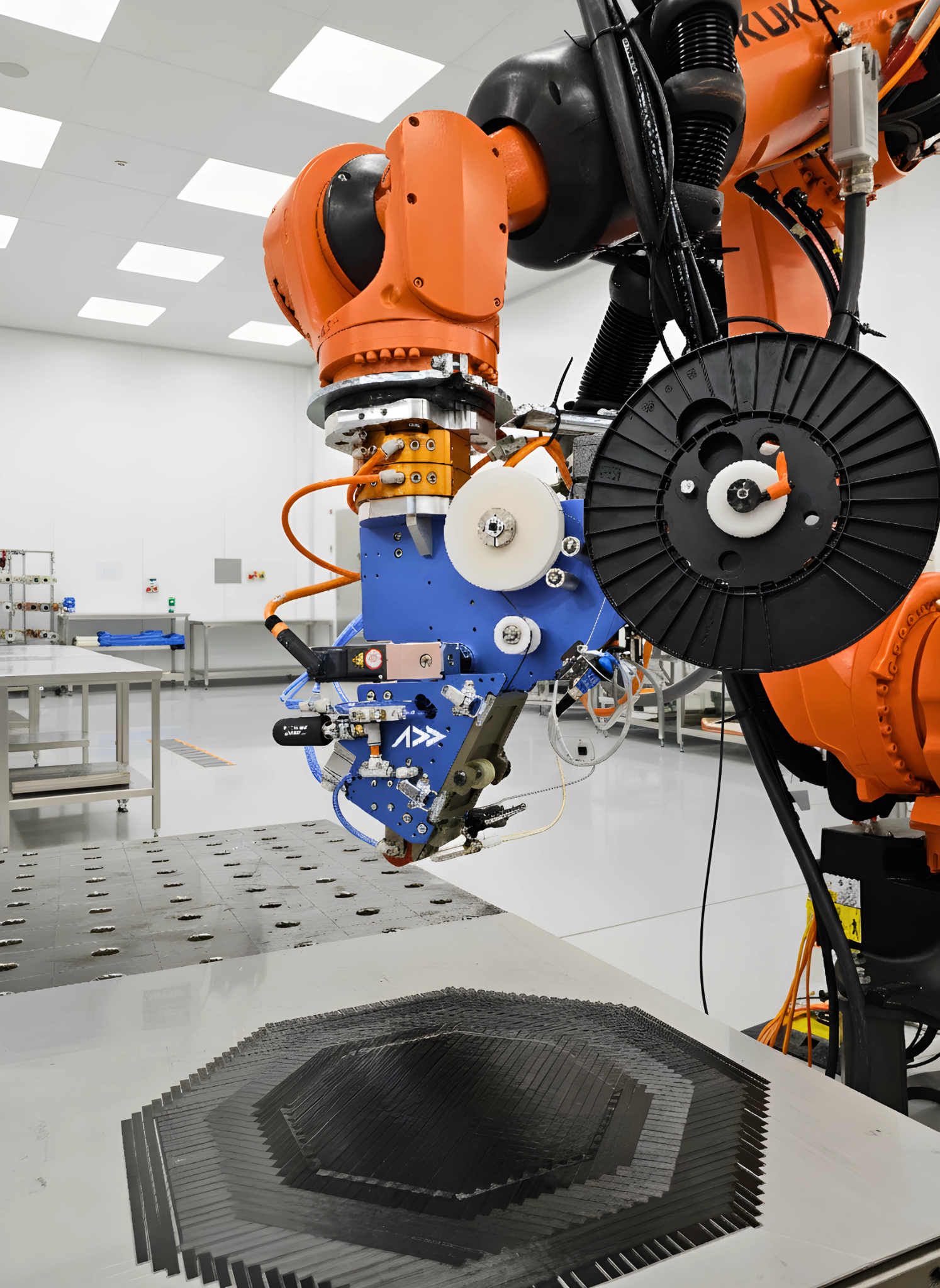
AFP-XS mounted on a KUKA industrial robot arm, depositing carbon fibre tape during an automated layup sequence.
AFP-XS: Closing the Accessibility Gap
The AFP-XS from Addcomposites brings aerospace-grade thermoplastic AFP capability — including laser heating, crystallinity-aware process control, and compatibility with PEEK, PEKK, LMPAEK, and PPS tape systems — to any facility with a 6-axis robot arm.
When AFP is available as an end-effector on a standard industrial robot arm, the process development cycle compresses dramatically. Coupon-to-demonstrator iterations that once took months become weeks.
The MFFD Case Study: What Full-Scale Thermoplastic AFP Looks Like
The Multifunctional Fuselage Demonstrator (MFFD) is the most significant thermoplastic CFRP programme in current aerospace development. Wang et al. dedicate substantial analysis to it, and it is worth examining in detail because it is effectively the proof-of-concept for the manufacturing stack that next-generation aircraft will use.
MFFD Programme Objectives
Build a fully thermoplastic fuselage structure capable of supporting 70–100 aircraft per month production rates, reducing recurring costs by €1 million per fuselage, and cutting fuselage structure weight by 1,000 kg compared to the A321.

The thermoplastic upper shell of the MFFD — stringers welded to skin without a single autoclave cycle or structural fastener.
Multi-Functional Fuselage Demonstrator · Assembly Sequence
MFFD Manufacturing Sequence
Upper & lower shell parallel build routes — converging at fuselage join
LMPAEK absorbs poorly at 1060 nm → CO₂ at 10.6 μm
Bond strength comparable to autoclave parts
Large structure capable
Fuselage Join
The MFFD is not a research curiosity. It demonstrates that AFP, ultrasonic welding, and resistance welding can be integrated into a production-viable assembly sequence for large aerostructures. The key takeaway for supply chain participants: the companies that develop AFP and thermoplastic welding capability now are positioning themselves for the programmes that follow.
Pressure Vessels: The Non-Aerospace CFRT Market Opening Right Now
While aerospace gets the attention, composite pressure vessels (CPVs) for hydrogen storage represent a large and rapidly growing market for CFRT tape products. Wang et al. note that the global CFRP pressure vessel market currently sits at 8% of the total composite market, with carbon fiber production capacity planned to grow by more than 20%.
The target application is onboard hydrogen storage for fuel cell vehicles — trucks, cars, and trains. Toyota Mirai and Honda Clarity both use 70 MPa Type IV vessels. Type V vessels (pure composite, no liner) eliminate the liner/composite strain compatibility problem and reduce weight a further 10–20%.
.png)
AFP-XS depositing carbon fibre tape onto a composite pressure vessel during an automated winding sequence.
Transferable Process Knowledge
The manufacturing process for these vessels uses the same AFP and thermoplastic tape winding technology as aerospace. CF-PA12 tape is the dominant material for Type IV automotive vessels. CF-PEEK and CF-LMPAEK are targeted at Type V and aviation applications.
The process windows, quality requirements, and automation demands are directly transferable from aerospace AFP programmes.
Recycling: Closing the Loop and Cutting Material Cost
One of the most compelling near-term economics of CFRTs is the demonstrated ability to reuse in-plant scrap. Wang et al. document the GKN Fokker example in detail: scrap material from TenCate Cetex TC1100 woven CF/PPS generated during Gulfstream G650 elevator and rudder production was repurposed into access door panels. Recycled flakes were injection moulded into panels featuring stiffening ribs, bosses, and variable thickness — geometric features that would be expensive to achieve with primary continuous-fibre material.
The economics are direct: recycled carbon fibres cost approximately 50% less than virgin fibres. When that recycled material can be incorporated into structural panels via injection moulding or compression moulding of short/long fibre thermoplastics, it creates a closed loop within the production facility. The MFFD programme formalised this through the ECO-CLP project, which specifically targeted injection moulding of clips and brackets from recycled thermoplastic scrap.
Sustainability · Closed-Loop Manufacturing
CFRT Circular Material Flow
From virgin fibre to end-of-life recovery — and back into production
The Recycling Advantage
For OEMs and Tier-1 suppliers evaluating the business case for thermoplastic AFP investment, this recycling loop is a material cost argument that thermoset programmes cannot replicate. Thermoset scrap goes to landfill or grinding. Thermoplastic scrap goes back into production.
What This Means for AFP Customers Evaluating Thermoplastic Capability
The Wang et al. review identifies several ongoing challenges that directly shape what AFP users need from their equipment and process knowledge:
Crystallinity control is the paramount quality challenge in thermoplastic AFP. Semicrystalline polymers like PEEK and PEKK require controlled cooling rates to achieve target crystallinity. Too fast, and you get an amorphous phase with reduced modulus and chemical resistance. Too slow, and residual stresses cause warpage. The laser-assisted tape placement (LATP) process documented in the review manages this through precise nip-point temperature control — the AFP head must maintain thermal consistency across varying geometry, tape thickness, and laydown speed simultaneously.
Porosity remains the key quality metric. The review notes that post-consolidation in an autoclave reliably achieves less than 1% void content, but out-of-autoclave in-situ consolidation is the direction the industry is moving. At current AFP speeds of 60–100 mm/s for ISC, porosity levels competitive with autoclave parts are achievable for fuselage geometries. Wing structures, with their thickness variations, remain more challenging.
Process integration — combining AFP with downstream stamp forming, welding, and overmoulding — is where the real cycle time gains are. The AFP blank is not the finished part; it is the feedstock for a forming and joining sequence. Understanding that sequence, and designing the AFP lay-up to support it, requires the kind of iterative process development capability that is only accessible when the AFP system is in-house and accessible.
This is precisely why the AFP-XS platform was designed the way it was. Aerospace-grade thermoplastic AFP capability — including laser heating, crystallinity-aware process control, and compatibility with PEEK, PEKK, LMPAEK, and PPS tape systems — should not require a greenfield capital programme to access. When AFP is available as an end-effector on a standard industrial robot arm, the process development cycle compresses dramatically. Coupon-to-demonstrator iterations that once took months become weeks.
The Roadmap Ahead
The Wang et al. review closes with a forward-looking research roadmap that is worth taking seriously as a signal of where the industry is heading:
The near-term priorities are speed and quality simultaneously in AFP — current commercial systems trade one against the other, and the next generation of process control will need to manage both. Thicker tapes (up to 0.18 mm) are a target to improve deposition rates without sacrificing consolidation quality. Hybrid semicrystalline/amorphous polymer concepts are under development to extend the processing window without compromising final part properties.
Welding technology is maturing rapidly. Ultrasonic welding is already qualified for stringer-to-skin joints at production scale. Resistance welding is qualified for frames and cleats. Laser welding for CFRT-to-metal joining is advancing, with surface treatment of the metal component identified as the key variable. The direction is clear: fastener-free assembly of thermoplastic aerostructures is not a research programme — it is an industrialisation programme.
For pressure vessels, the Type V all-composite design without a liner is the target endpoint for aviation hydrogen storage. Achieving the permeation resistance, thermal cycling durability, and burst strength requirements without a polymer liner is a material science and manufacturing challenge that will be solved in this decade.
A Grounded Summary
The financial case for thermoplastic CFRTs is no longer prospective. The A350's 50% maintenance cost reduction established the economic value of CFRP at the system level. The MFFD programme has demonstrated that a fully thermoplastic fuselage — assembled without autoclave curing, mechanical fasteners at primary joints, or cold-storage prepreg logistics — is not only technically feasible but programme-ready.
The supply chain participants who will capture value in the next manufacturing wave are those building thermoplastic AFP capability now: developing process windows for LMPAEK, PEKK, and PPS tapes, qualifying out-of-autoclave consolidation sequences, and connecting AFP lay-up to downstream forming and welding operations.

A complete AFP-XS cell installed on a Kawasaki 6-axis robot arm — production-ready thermoplastic fibre placement within a standard industrial footprint.
Making Capability Accessible
Addcomposites exists to make that capability accessible without the traditional capital barrier. The AFP-XS system brings laser-assisted thermoplastic tape placement to any facility with a 6-axis robot arm. The process knowledge, toolpath generation, and material qualification support to go with it are part of what we deliver.
The third wave of CFRP adoption is thermoplastic. The economics are documented. The manufacturing routes are proven. The question is where your organisation sits in the supply chain when it arrives.
Learn More
Get in touch to discuss your thermoplastic AFP application →
Contact Us for a ConsultationReferences
- Wang, H. (H.), Huo, S., Chevali, V., Hall, W., Offringa, A., Song, P., & Wang, H. (2025). Carbon Fiber Reinforced Thermoplastics: From Materials to Manufacturing and Applications. Advanced Materials, 37, 2418709. https://doi.org/10.1002/adma.202418709
- Addcomposites. AFP-XS Automated Fiber Placement System. https://www.addcomposites.com/afp-xs
This post was prepared by the Addcomposites team. Addcomposites develops the AFP-XS automated fiber placement platform. For questions about thermoplastic AFP process development, contact us at addcomposites.com.
