CFRP Advances in 2026: A Seven-Front Benchmark of Where the Field Is Moving and Where AFP Fits In

A January 2026 editorial in Materials (MDPI), authored by Francesca Lionetto of the University of Salento, synthesizes seven peer-reviewed research papers published in the journal's special issue on Carbon Fiber Reinforced Polymers. In one compact, open-access document, it maps the current competitive frontier across manufacturing optimization, extreme-environment durability, underwater structural design, adhesive joint engineering, and circular economy strategies.
For anyone building, specifying, or investing in CFRP production capability right now, this editorial is a rare artifact: a single, citable snapshot of which problems the research community has decided are most urgent, and how different investigator groups are converging on them simultaneously.
This post unpacks each of the seven research directions, situates them within the broader CFRP landscape, and — where the connection is genuine — explains why automated fiber placement matters to what the science is saying.
The Landscape at a Glance
Before diving into individual research threads, it helps to see how the seven papers cluster. They are not random selections — they trace three converging arcs:
Special Issue 2026 · Six Landmark Studies
CFRP Research Frontier — Special Issue 2026
Six papers organised across three research arcs: process quality & manufacturability, extreme-environment durability, and circularity & sustainability — unified by a cross-cutting hybrid joints study.
Three arcs, one cross-cutting study, and a consistent through-line: the interface — between fiber and matrix, between composite and metal, between part and environment — is where the field is focusing its sharpest attention.
1. Drilling Optimization: The Interface Between Process and Product
Yu et al. investigated one of the most persistent headaches in CFRP part production: drilling-induced delamination. When composite laminates are drilled for fasteners, axial cutting forces cause inter-ply separation — a defect that degrades both mechanical performance and structural integrity in ways that aren't always visible on inspection.
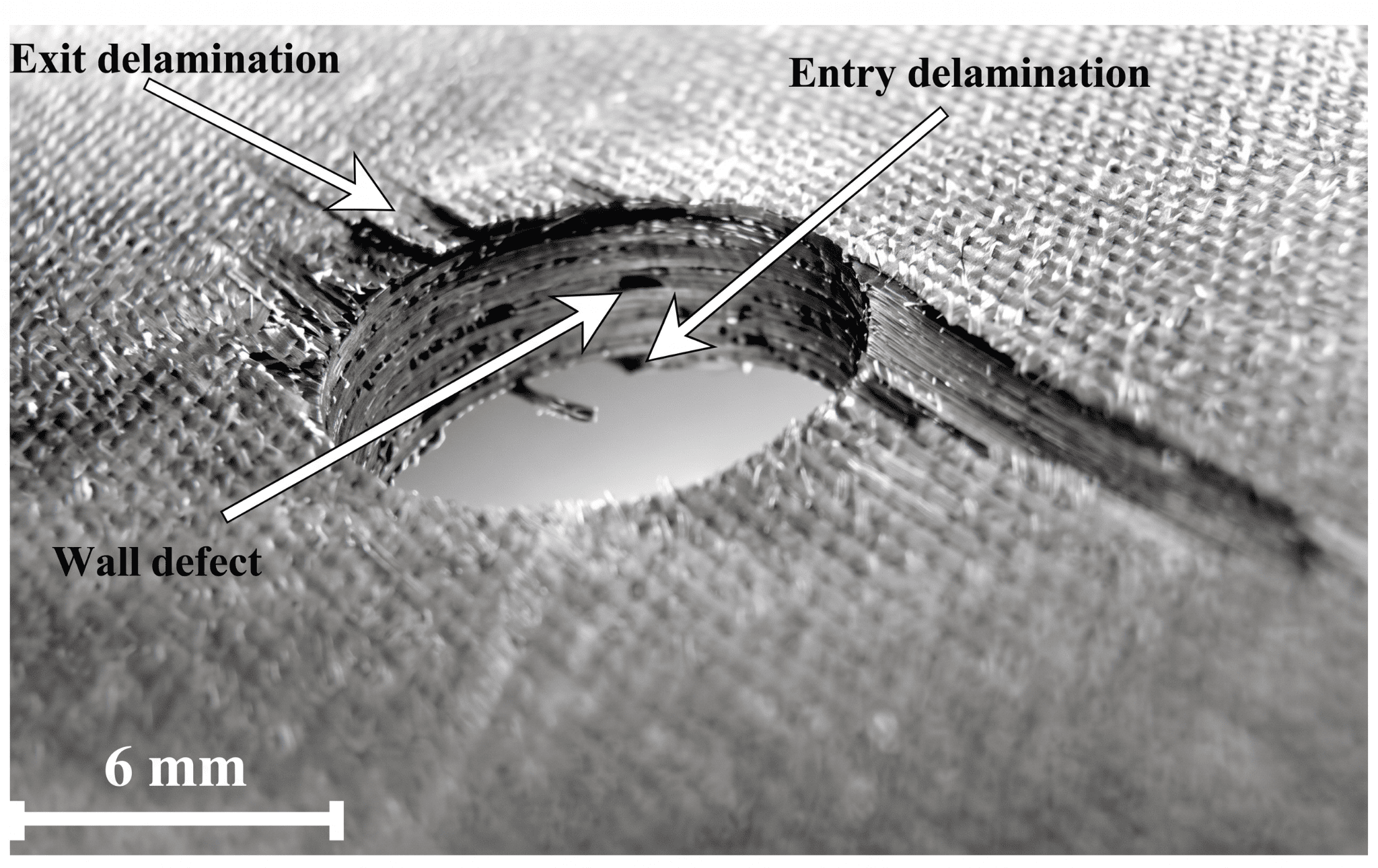
Drilling-induced entry and exit delamination in a carbon/epoxy laminate — subsurface damage that standard visual inspection routinely misses. (CC BY 4.0 — https://doi.org/10.3390/ma16072688)
Variable Parameter Drilling
Their solution is a variable parameter drilling method that dynamically adjusts feed rate and rotational speed during the cut, rather than fixing both parameters at the start. Combined with finite element simulation to predict axial force evolution, the approach demonstrably suppresses delamination propagation.
Yu et al. · Drilling Parameter Study
Drilling Parameter Control — Conventional vs. Dynamic
Dynamic adjustment of feed rate and speed at critical zones suppresses axial force peaks — and with them, delamination risk — compared to fixed conventional parameters.

CNC drilling through a CFRP laminate — where upstream fiber placement quality directly determines hole integrity.
Why This Matters for AFP Users
Drilling is typically a post-layup operation — it happens after your AFP-laid laminate has already cured. The quality of the laminate going in to the drilling station directly affects how the material responds to cutting forces. Denser, more uniform fiber bed architecture — which AFP delivers over manual layup — reduces the anisotropic stress concentrations that make delamination worse. The upstream process quality and the downstream drilling quality are not independent variables.
2. Cryogenic Dynamic Properties: Qualifying CFRPs for Deep Space
Zhao et al. studied CFRP laminates at ultra-low temperatures — the regime relevant to deep-space applications, cryogenic fuel tanks, and lunar or Martian exploration hardware. Their work combines experimental dynamic mechanical analysis with a numerical prediction model that incorporates strain rate effects, temperature-dependent failure criteria, and interlayer interface damage constitutive behavior.

NASA/Boeing composite cryogenic propellant tank — built using AFP, where fiber–matrix interface quality is a mission survival specification. (Credit: NASA/Boeing)
The findings reveal how extreme cold modifies the viscoelastic response of CFRPs at the fiber–matrix interface specifically — and why that interface is the controlling variable for structural reliability in these environments.
Zhao et al. · Cryogenic CFRP Study
Temperature Effect on CFRP Interface Behavior
As temperature descends from room temperature to deep-space regimes, the fiber–matrix interface transitions from moderate compliance to the dominant failure site — with interface stress rising sharply below −100°C.
Compliance
Concentration
Failure Site
Failure
Manufacturing Implication
If your CFRP component is destined for any cryogenic application, the fiber–matrix interface architecture you create during layup is not just a mechanical specification — it is a survivability specification. The precision control over tow placement, compaction pressure, and inter-ply contact that AFP provides becomes particularly relevant here, since interfacial voids and misalignments introduced during manufacturing are the nucleation sites for low-temperature damage.
3. Underwater Composite Pipes: Grooves as a Structural Lever
Jain et al. tackled a challenge specific to deep-sea infrastructure: the collapse resistance of composite cylindrical tubes under hydrostatic pressure. Their innovation is elegantly mechanical — adding circumferential groove geometries to the outer surface of carbon fiber-reinforced tubes to change how hydrostatic pressure loads distribute before catastrophic collapse.

Illustration: A CFRP cylindrical tube with metallic end fittings — the structural form whose collapse resistance under hydrostatic pressure this research addresses.
Collapse Capacity Increased by up to 20%
Using underwater implosion tests combined with finite element modeling, they demonstrated that grooves can increase collapse capacity by up to 20%, with deeper and steeper groove profiles driving collapse initiation to localized zones at higher pressures.
Jain et al. · Hydrostatic Collapse Study
Tube Cross-Section: Smooth vs. Grooved Under Hydrostatic Load
Circumferential grooves redirect collapse energy to pre-defined localised zones — converting unpredictable global buckling into controlled, repeatable failure and raising hydrostatic capacity by up to +20%.
Illustration: CFRP composite pipe in a deep-sea infrastructure context — where hydrostatic collapse resistance defines structural viability.
A New Design Degree of Freedom
Composite tubes are already a natural target for automated layup processes — their axisymmetric geometry lends itself to winding and AFP-style deposition. What this research adds is a design degree of freedom: groove geometry now joins fiber angle and wall thickness as a variable in structural optimization. AFP systems, including those running on standard industrial robotic arms, can incorporate groove-compatible toolpath strategies without retooling.
4. CFRP/Steel Adhesive Joints: Bridging Two Material Worlds
Okeola et al. addressed a challenge that is less glamorous but commercially significant: how to reliably bond CFRP to steel using ambient-cured epoxy adhesives. Their route uses core–shell rubber (CSR) nanoparticles to modify the epoxy, improving ductility and toughness without compromising thermal performance.
The context here is civil infrastructure — specifically the use of wet-layup CFRP systems to strengthen and repair steel bridges and structural frames. These applications use ambient curing because elevated-temperature cure cycles are impractical in the field.
Okeola et al. · CFRP / Steel Adhesive Joints
Epoxy Modification Pathway
Core-shell rubber (CSR) nanoparticles transform brittle base epoxy into a toughened structural adhesive — delivering strength and ductility without sacrificing glass transition temperature.
Connection to AFP Processing
The epoxy curing science in this study connects directly to a broader theme in CFRP processing: understanding curing kinetics is essential for predicting how mechanical and thermal properties evolve during network formation. This is relevant across thermoset AFP processes, where the degree-of-cure at compaction directly influences interfacial bond quality.
5. Vitrimer Recycling: Closing the Loop on Thermoset CFRPs
Pomazi et al. investigated the recycling of polyimine-based vitrimer CFRPs — a class of materials that occupy a fascinating middle ground between traditional thermosets (irreversibly crosslinked, essentially unrecyclable) and thermoplastics (melt-reprocessable but often lower-performance).
Vitrimers maintain thermoset-like mechanical properties at service temperatures while becoming reprocessable above their topology-freezing temperature — where network rearrangement occurs through bond exchange reactions. Pomazi et al. evaluated chemical dissolution routes to recover carbon fibers and assessed the quality of recycled composites.
Pomazi et al. · Vitrimer Recycling Study
CFRP End-of-Life Pathways — Performance vs. Sustainability
Three material systems plotted against mechanical performance (vertical) and recycling feasibility (horizontal) — exposing the trade-off gap that vitrimer-based CFRP is designed to close.
Strategic Significance for AFP
This research matters enormously for the direction of AFP materials development. One of the strategic limitations of thermoset AFP has always been end-of-life: once your laminate is cured, it is permanent. Vitrimer matrices could change that calculation, enabling AFP-manufactured components to enter a genuine circular feedstock loop — if the recycling chemistry can be refined to the point where recovered fibers meet mechanical specifications for reuse.
6. Nonwoven Recycled Carbon Fiber Fabrics: The Other End of the Circular Loop
Kim et al. approached the recycled carbon fiber (rCF) problem from the incoming end rather than the dissolution end. Their study examines how carboxymethyl cellulose (CMC) and polyvinyl alcohol (PVA) additives influence the dispersibility and surface chemistry of wet-laid nonwoven fabrics made from rCF.

Recycled carbon fiber nonwoven mat — random fiber orientation, a material identity distinct from AFP-grade aligned tape. (Credit: Sigmatex)
The finding that desizing treatment significantly improves fiber dispersibility is practically important: recycled carbon fibers tend to arrive with inconsistent surface treatments that impair bonding with new matrices. CMC and PVA modify oxygen-containing surface functional groups, reduce contact angles, and increase surface free energy — all of which translate to better interfacial bonding in the final nonwoven structure.
Kim et al. · Nonwoven rCF Fabric Study
rCF Nonwoven Fabric Manufacturing — Key Variables
From inconsistent recycled feedstock to engineered nonwoven fabrics — three process variables control dispersibility, tensile strength, and interfacial bond strength in the output.
Complementary — Not Competitive — with AFP
Nonwoven rCF fabrics sit at a different performance tier than AFP-grade continuous fiber tapes — but they are not competitive products; they are complementary materials in a circular economy architecture. AFP produces the primary structural components; rCF nonwovens can serve as secondary structural, thermal, or shielding elements using material that would otherwise be landfilled. Together, they sketch what a genuinely circular CFRP manufacturing ecosystem could look like.
7. 3D-Printed Fiber–Matrix Interfaces: Additive Manufacturing Meets Interface Engineering
Nuhoglu et al. investigated fiber–matrix interface strength in 3D-printed thermoset composites using Direct Ink Writing (DIW). Their key contribution is methodological: a simplified single-fiber pull-out test that can characterize micromechanical interface properties in additively manufactured composites without requiring expensive dedicated equipment.
DIW is a form of direct-write additive manufacturing where a fiber-loaded ink is extruded through a nozzle in a controlled path — essentially, a 3D-printed AFP analogue at the micro-scale. The ability to precisely control fiber alignment during deposition creates new possibilities for engineering interphase architecture, but also creates new failure modes that require new testing methodologies.
Nuhoglu et al. · 3D-Printed Composite Interface Study
3D-Printed Composite Interface — Failure Mode Diagram
The single fiber pull-out test isolates the fiber–matrix interface — measuring the force at debonding onset to derive interfacial shear strength (IFSS), the key property linking DIW and AFP process quality.
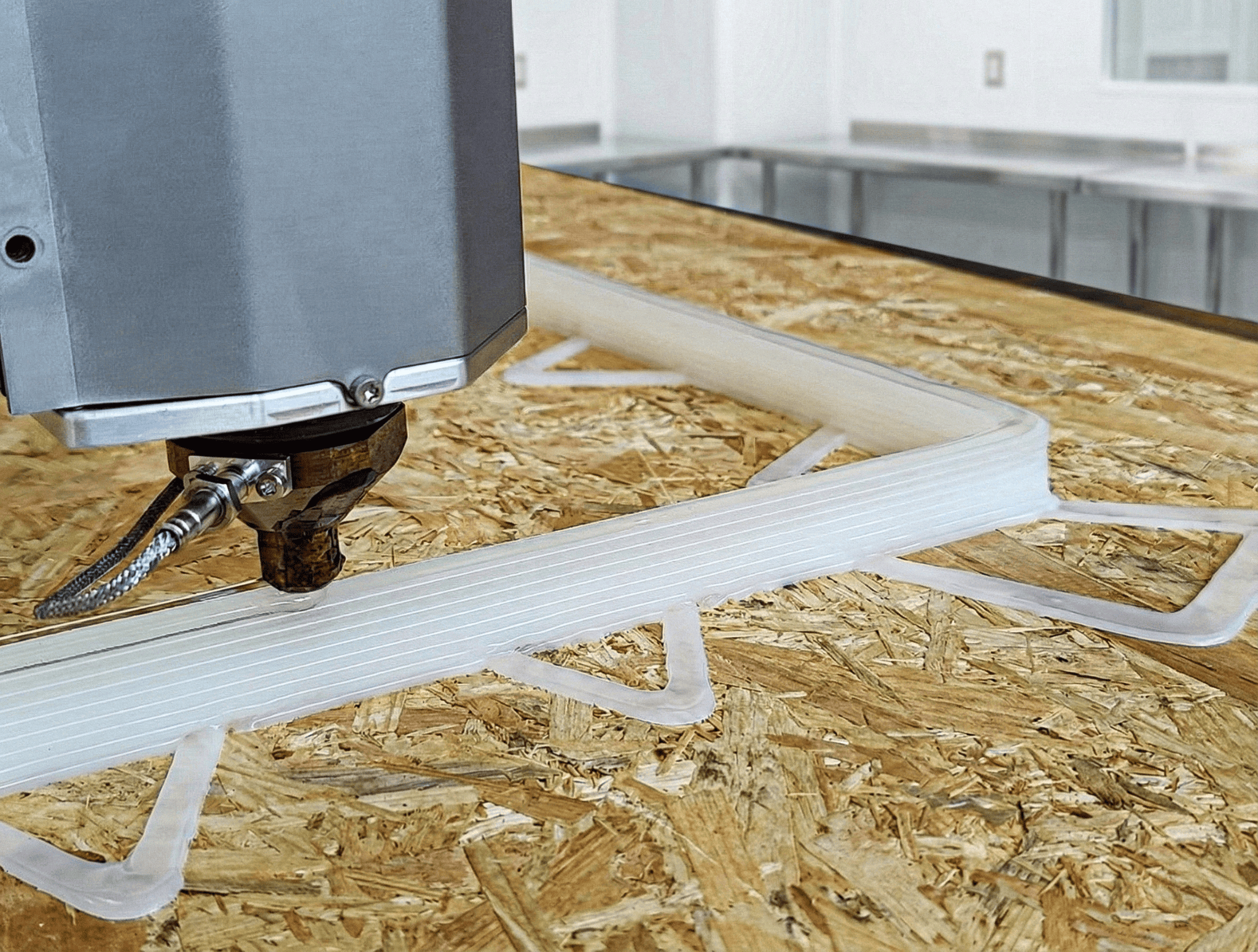
The ADDX continuous fiber print head depositing material in a controlled path — the same fundamental operation as AFP, executed at the additive manufacturing scale.
The Additive Manufacturing Frontier
This research represents the additive manufacturing frontier bleeding directly into composites territory. Addcomposites' own ADDX system, designed for continuous fiber 3D printing, operates in exactly this space — where fiber alignment, matrix deposition, and interface formation happen simultaneously in a single additive pass. The characterization methodology Nuhoglu et al. developed will prove useful for validating interface quality in exactly these kinds of systems.
The Cross-Cutting Pattern: Everything Converges at the Interface
Step back from the seven individual studies and a single structural pattern becomes unmistakable:
Special Issue 2026 · Synthesis
Where the Seven Papers Converge
Across manufacturing, durability, and circularity, every study in this issue interrogates the same fundamental property: the fiber–matrix interface. AFP operates at the intersection of all three dimensions.
AFP at the Center
AFP is not one tool among many in this landscape — it is the manufacturing process most directly targeting the variable that all seven studies identify as critical: the fiber–matrix interface. Every parameter AFP controls (tow tension, compaction pressure, heating profile, deposition angle, placement speed) is ultimately a parameter in interface formation.
What This Means for Addcomposites Users
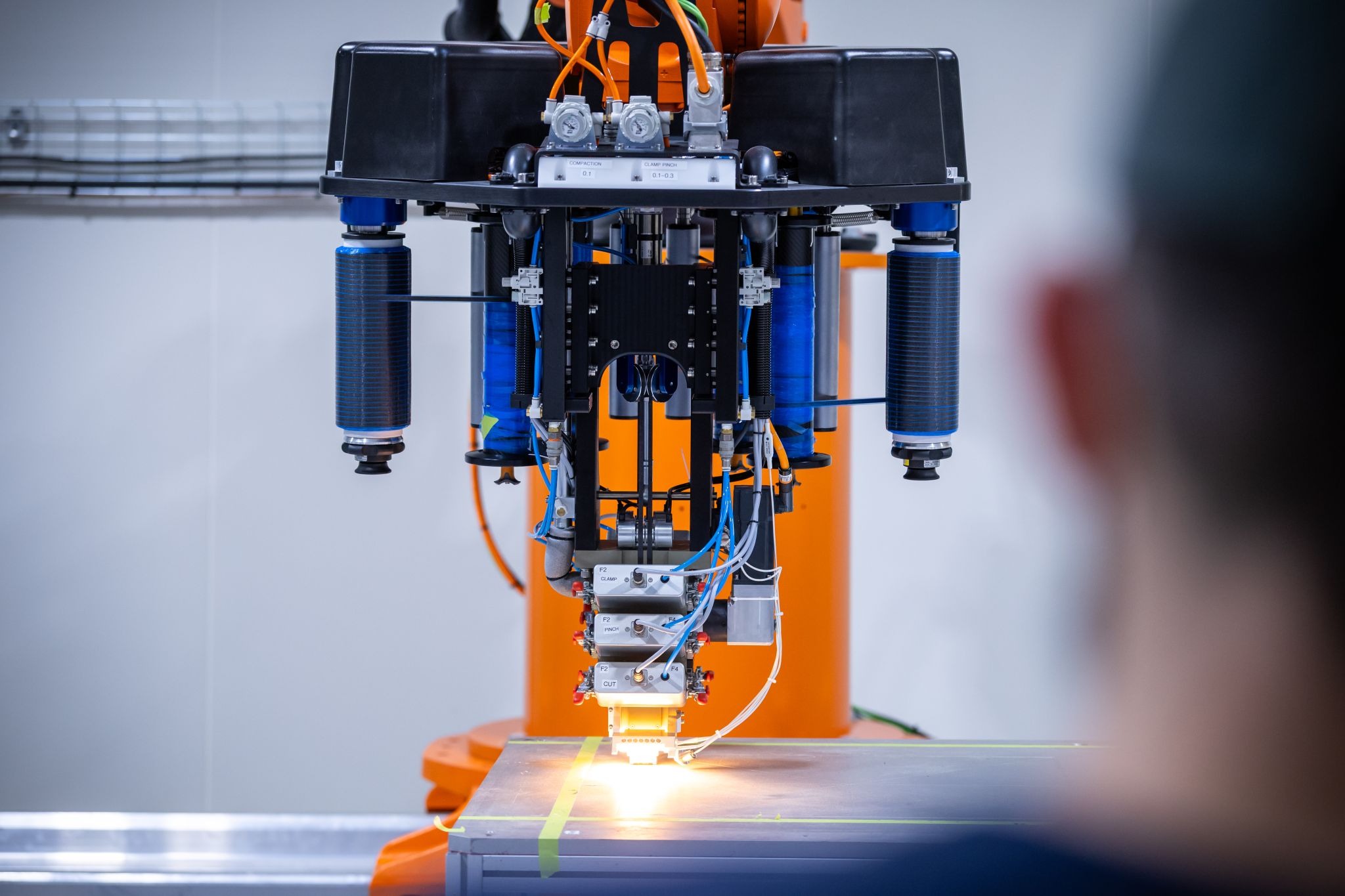
AFP-X laser-assisted tow placement in operation.
The editorial's roadmap for CFRP's near-term future — multi-scale process optimization, operando characterization, advanced modelling, vitrimer reprocessability, nonwoven circular feedstocks, and additive interphase design — maps very directly onto questions that AFP-XS and AFP-X users are already asking:
On Manufacturing Quality
The drilling optimization work (Yu et al.) reinforces that laminate quality upstream of secondary operations matters. AFP's reproducibility and its ability to minimize void content and fiber waviness translates directly to better outcomes when that laminate gets machined, drilled, or bonded.
On Extreme Environments
The cryogenic study (Zhao et al.) and the underwater study (Jain et al.) confirm that interface architecture is the primary design variable for reliability in harsh service. AFP gives engineers controllable, repeatable interface formation — the starting point for qualifying components in these regimes.
On Sustainability
The vitrimer recycling work (Pomazi et al.) and the rCF nonwoven work (Kim et al.) suggest that a circular CFRP economy is becoming technically achievable. AFP systems that can run thermoplastic tapes — already a core capability of the AFP-XS — are better positioned to participate in material recovery loops than thermoset-only processes.
On Additive Manufacturing Convergence
The DIW interface study (Nuhoglu et al.) sits on the same technology continuum as Addcomposites' ADDX continuous fiber printing system. The interface characterization methods being developed for 3D-printed composites are directly applicable to validating additive AFP outputs.
The Horizon
Lionetto's editorial closes with a research agenda worth taking seriously: interdisciplinary convergence between materials science, chemistry, mechanics, and digital engineering — with smarter, more energy-efficient, and sustainably designed CFRPs as the destination.
That convergence is not a distant horizon. Seven concurrent papers, published across 2023–2025, all pointing at the same interface problem from different angles, suggest the field is already assembling the pieces. What changes the timeline from "eventually" to "now" is manufacturing capability that can execute at the precision these material systems demand.
That is the argument for AFP — not as a premium option for aerospace specialists, but as the practical instrument for anyone who wants to work at the frontier the research community is defining.
Learn More
Interested in how AFP-XS fits into your CFRP research or production pipeline? Contact Addcomposites or request a demo.
Contact Us for a ConsultationReferences
- Lionetto, F. "Advances in Carbon Fiber Reinforced Polymers." Materials 2026, 19, 231. Open Access — CC BY 4.0.
- Yu et al. Materials 2023. (Drilling optimization / variable parameter drilling.)
- Zhao et al. Materials 2023. (Cryogenic dynamic properties.)
- Jain et al. Materials 2025. (Underwater collapse resistance / grooved composite tubes.)
- Okeola et al. Materials 2024. (CFRP/steel adhesive joints / CSR nanoparticle epoxy modification.)
- Pomazi et al. Materials 2024. (Vitrimer CFRP recycling.)
- Nuhoglu et al. Materials 2024. (3D-printed fiber–matrix interfaces / DIW single-fiber pull-out test.)
- Kim et al. Materials 2024. (Nonwoven recycled carbon fiber fabrics / CMC and PVA additives.)
Full citations available at the linked editorial: https://doi.org/10.3390/ma19010231. This post was prepared by the Addcomposites team. Addcomposites develops the AFP-XS automated fiber placement platform. For questions about AFP process development, contact us at addcomposites.com.
