Every CFRP Application in Automotive Lightweighting Mapped: Where the Biggest Untapped Gains Still Lie

Every automotive program conversation eventually reaches the same wall: "Why not CFRP everywhere?" Behind that wall sit three objections — raw material cost, process complexity, and an essentially non-existent recycling infrastructure. A 2025 open-access review published in MATEC Web of Conferences by Haifeng Tang of Tianjin University of Commerce maps the entire current landscape: where CFRP is already delivering, how leading OEMs are pushing through those three barriers, and what the research pipeline looks like heading into 2030. This post unpacks that map, adds our own perspective on where automated fiber placement fits, and gives AFP-XS customers a single-document reference for their next OEM conversation.
Paper Credit
All data, figures, and findings described below come from: Haifeng Tang. "Research Progress of Carbon Fiber Composite Materials in Automobile Body Lightweight." MATEC Web of Conferences 410, 03011 (2025). https://doi.org/10.1051/matecconf/202541003011 — © 2025 by the authors. Licensed under CC BY 4.0. The authors make no endorsement of Addcomposites or its products.
1. The Weight Penalty Has a Price Tag
Before any discussion of CFRP makes sense, it helps to understand just how expensive vehicle mass actually is. The paper quantifies the stakes clearly: trimming 100 kg from kerb weight translates to roughly 8–11 fewer grams of CO₂ per kilometre, and stretches usable range by somewhere between 5% and 8%. Those numbers translate directly into regulatory risk for OEMs and into operating cost for fleet buyers. The "dual carbon" climate framework — net-peak emissions before 2030, net neutrality before 2060 in the Chinese market, mirrored by Euro 7 in Europe — has turned lightweighting from an engineering aspiration into a compliance obligation.
The paper walks through the historical trajectory of automotive materials before CFRP. Conventional steel (density ~7.8 g/cm³) dominated for decades on the strength of its stamping formability and well-understood crash behavior, but carries an inherent weight penalty. Aluminum alloy, broadly adopted after 2000, cut density by roughly 65% relative to steel — but introduced its own tradeoffs: more complex cold-forming, galvanic corrosion at steel joints, and a recycling energy bill that can exceed the cost of primary smelting. Magnesium (density ~1.74 g/cm³) saw niche deployment in seat frames and similar secondary structures, but intergranular corrosion in humid environments and poor high-temperature creep resistance limited its structural role. Engineering plastics work for non-load-bearing trim but lack the modulus — typically under 3 GPa — needed anywhere structural stiffness matters.
The paper characterizes this as a three-way paradox:
CFRP disrupts that triangle — but doesn't dissolve it. Understanding where it disrupts it most, and where the residual tension remains, is what the rest of the paper — and this post — is about.
2. What CFRP Actually Delivers: The Property Stack
The mechanical case for carbon fiber reinforced polymer is well established in aerospace. The automotive translation is less obvious, so the paper lays it out in concrete terms.
CFRP's strength-to-density ratio outpaces both aluminum and steel by roughly an order of magnitude, according to the paper. The specific modulus (stiffness-to-density) ratio is roughly five times that of steel. Under cyclic loading, CFRP retains a much larger share of its static tensile capacity than steel does — where steel's fatigue performance typically falls into the 30–50% range, CFRP consistently holds 70–80%, a gap that compounds across millions of road-load cycles.
The collision behavior is also distinctive. Rather than plastically deforming and absorbing energy through yield (the steel mechanism), CFRP progressively fragments under crush loading. The paper notes that this fragmentation mechanism stores approximately double the collision energy per kilogram compared to steel — meaning a CFRP crash structure dissipates more impact load before it reaches the occupant cell.
The paper also highlights a manufacturing degree of freedom that metals cannot match: CFRP can be formed into compound-curve geometries impossible to stamp from sheet metal. Integrated molding — producing a structural assembly as a single part rather than a welded sub-assembly — directly reduces part count, joint count, and the tolerance stack-ups that accumulate at every interface.
3. The Application Map: Where CFRP Is Actually Being Used
The paper documents a clear stratification in how CFRP is currently deployed across vehicle architectures, moving from high-end proof-of-concept toward production volume.
3.1 Body Structure (the primary target)
The most complete structural deployment the paper cites is the Lamborghini LB744, whose carbon fiber monolithic body achieves a 25% increase in torsional rigidity versus a conventional multi-piece construction — without a mass penalty — while doubling the energy absorption capacity of the occupant cell. The integration is enabled by closed-mold resin transfer molding (RTM) at a scale not previously attempted in series production.

The exposed carbon fiber monocoque tub and body structure of the Lamborghini LB744, showing the fully integrated chassis produced as a single molded assembly — the construction responsible for the 25% torsional rigidity gain and doubled energy absorption capacity reported in the paper. Figure 1 from: Haifeng Tang. "Research Progress of Carbon Fiber Composite Materials in Automobile Body Lightweight." MATEC Web of Conferences 410, 03011 (2025). https://doi.org/10.1051/matecconf/202541003011 — © 2025 by the authors. Licensed under CC BY 4.0.
BMW i3: Volume Production Counterpoint
BMW's i3 offers the volume production counterpoint. The paper reports a 50% weight reduction in the full carbon fiber body shell — achieved not through exotic tooling but through a design philosophy that reconceived the entire assembly: a fully modular approach that let engineers cut the component tally to roughly one third of what an equivalent steel shell would require.
That reduction in part count is as commercially significant as the mass saving: fewer parts means fewer joins, fewer fixtures, and a shorter assembly line.
3.2 Underbody and Battery Enclosure
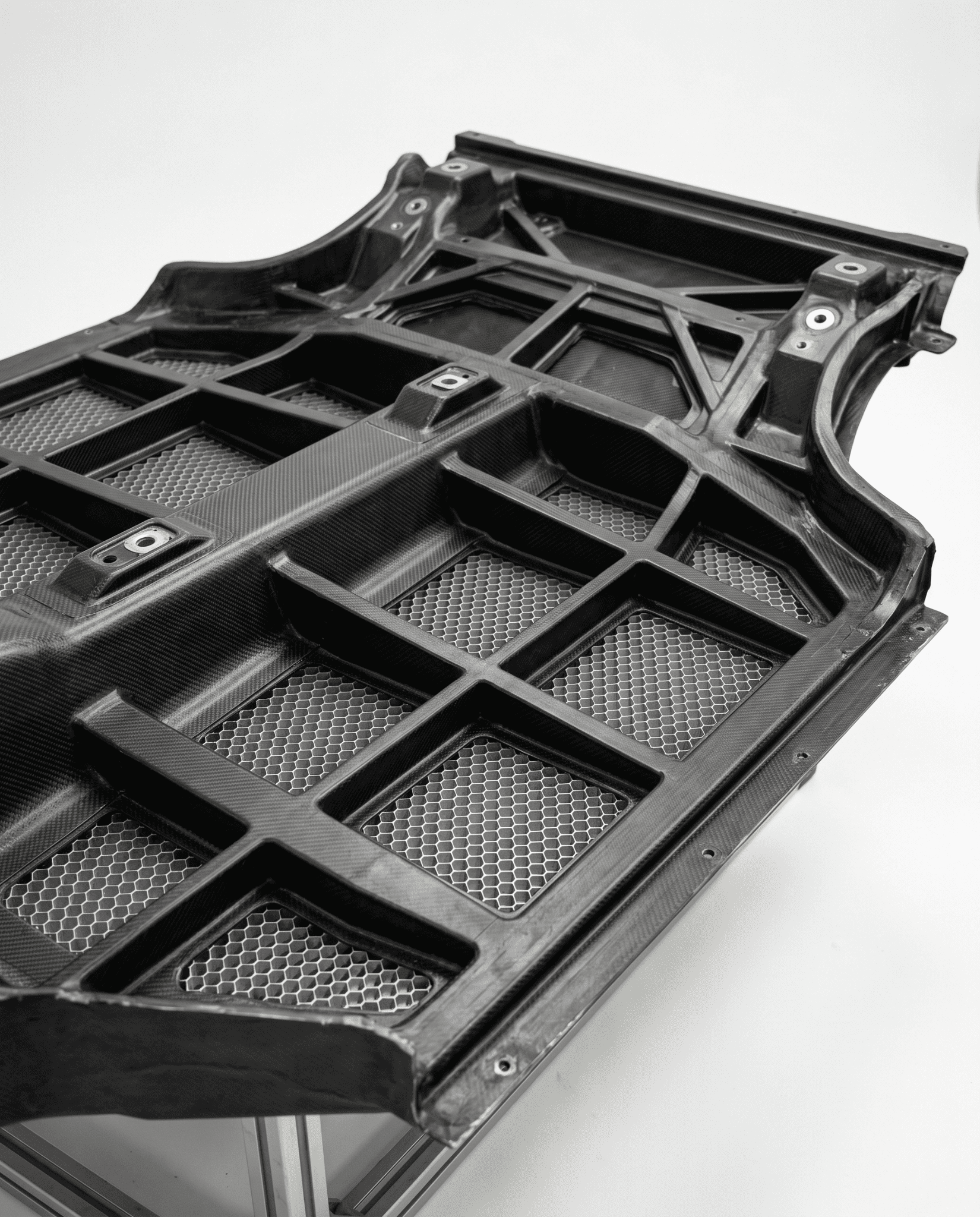
A CFRP rear floor module showing integrated structural ribs and honeycomb core infill — the combined rib-and-core architecture replaces multiple separate steel stampings, contributing directly to the 48.3% mass reduction demonstrated on production vehicles like the NIO ES6. AI-generated illustration.
The paper gives particular attention to CFRP flooring. According to the paper, CFRP floor panels are structurally superior to multi-piece steel equivalents and allow stiffening ribs to be integrated directly into the laminate, eliminating the separate stampings that steel floor assemblies require. The floor panel presents a particular challenge for aluminum substitution because it must carry battery pack load paths directly in BEV architectures — which is part of why CFRP's structural integration advantage is especially valuable here.
The NIO ES6 case extends this logic to the rear floor specifically: replacing a steel rear floor module with a CFRP equivalent reduced that assembly's mass by 48.3% and, because the weight saving changed the vehicle's battery pack layout, directly contributed a 6% range improvement on the production vehicle.
The NIO ES6 result is particularly instructive: a structural weight saving in the floor module translated directly to a 6% range improvement on a production BEV. This illustrates how CFRP's value in electrified architectures goes beyond simple mass reduction — the structural integration it enables reshapes system-level packaging constraints.
3.3 Powertrain Surroundings

The carbon fiber engine support bracket installed in situ in the Audi R8 engine bay, positioned between the V10 powertrain and body structure — the component that achieved a 15% mass reduction while maintaining the stiffness needed to isolate powertrain vibration from the cabin. Figure 2 from: Haifeng Tang. "Research Progress of Carbon Fiber Composite Materials in Automobile Body Lightweight." MATEC Web of Conferences 410, 03011 (2025). https://doi.org/10.1051/matecconf/202541003011 — © 2025 by the authors. Licensed under CC BY 4.0.
The Audi R8 engine mount documented in the paper shows a different use case: CFRP's stiffness-to-mass ratio allowing a 15% mass reduction in a component whose primary function is managing NVH transmission between the powertrain and body structure. High stiffness at low mass is precisely what an engine mount needs — and precisely what CFRP provides.
Engine mounts occupy a different design envelope than body panels: the primary requirement is stiffness at low mass, not mass reduction per se. CFRP's specific modulus advantage — roughly five times that of steel — delivers both simultaneously.
The 15% mass saving on the Audi R8 component demonstrates that CFRP's structural efficiency is accessible even in compact, load-path-critical components where the geometry constrains material choice more than in panels.
3.4 The Application Pyramid
Mass
Saving
Mass
Saving
Volume
Volume
Lower tiers = higher current deployment volume
Note: the pyramid above reflects our editorial interpretation of the deployment landscape described in the paper. The paper itself does not present this as a ranked hierarchy.
4. Manufacturing Processes: The Enabling Layer
Mass deployment of CFRP in automotive bodies is not primarily a materials problem — it is a manufacturing throughput problem. The paper covers four process families relevant to body applications.
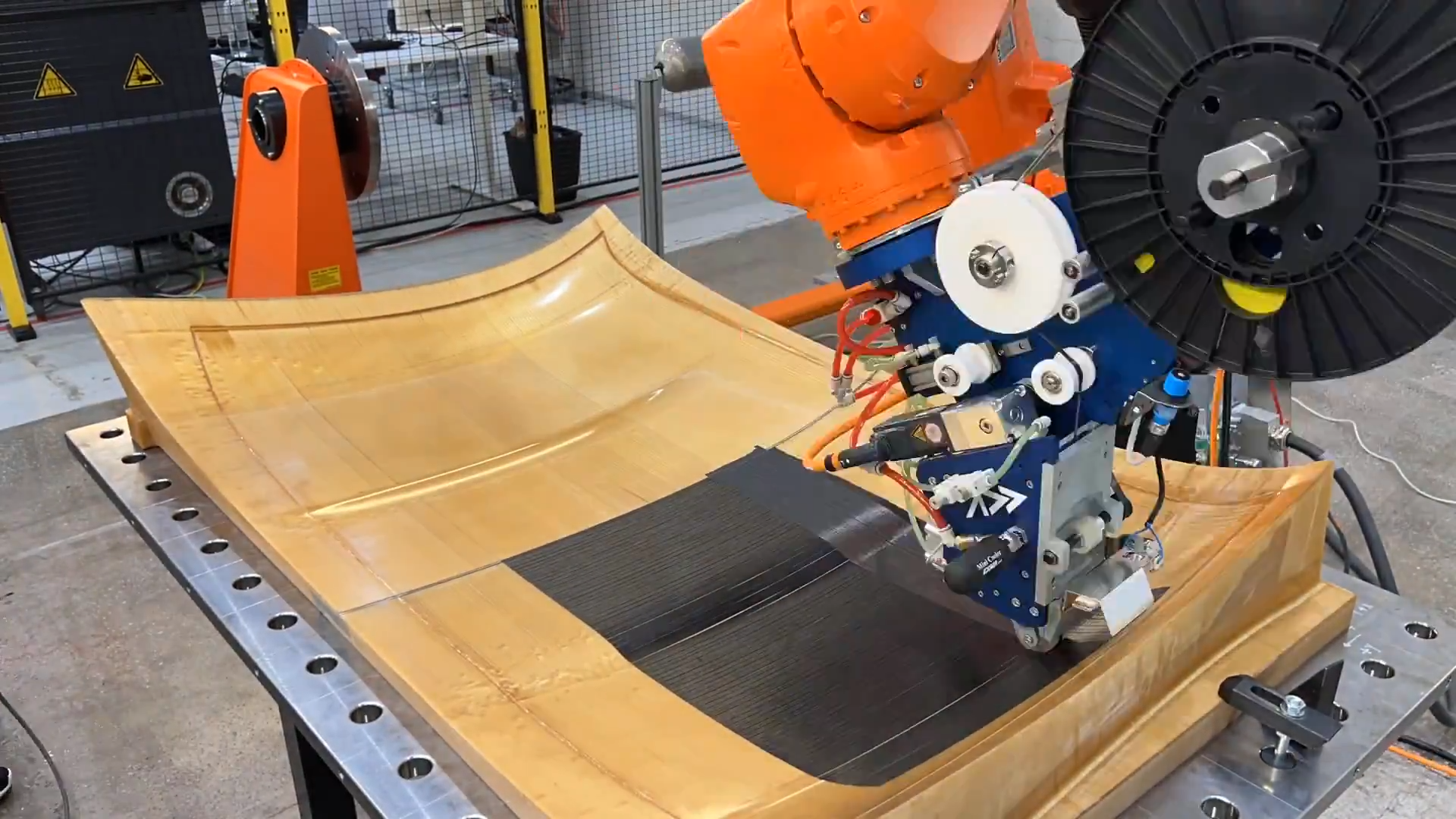
The Addcomposites AFP-XS end-effector depositing carbon fiber tow onto a curved mold surface mid-layup — the laid courses show the directional fiber orientation control that manual layup cannot replicate at production volume.
Resin Transfer Molding (RTM)
Places dry fiber preforms into a closed mold, injects resin under pressure, and cures the part in the tool. Appealing for medium-volume production: tight dimensional control, consistent resin distribution, and strong suitability for complex geometry. Active research challenge: multi-gate injection creates void-rich weld lines that process simulation is actively addressing.
Compression Molding
Suits large, relatively simple panels — hoods, roofs, spoilers, body skins — where cycle time and part size are dominant variables. Sheet molding compound (SMC) and glass-mat thermoplastic (GMT) variants are already mainstream for exterior panels, and CF-reinforced versions are moving into semi-structural roles.
AFP & ATL
Robotic systems that deposit continuous fiber tows or wide unidirectional tape onto a mold surface under computer control — the key advantage being fiber orientation accuracy and run-to-run repeatability that manual layup cannot sustain at production volume. AFP and ATL achieve their full advantage when programs combine high production volumes with geometrically intricate parts.
Multi-Material Joining
The enabling technology that allows CFRP to coexist with steel and aluminum in hybrid body architectures. The Audi A8 body relies on no fewer than fourteen different fastening and bonding methods — split between heat-based joining (MIG, remote laser welding) and mechanical cold processes (riveting, crimping) — because no single technique handles all material pairings adequately.
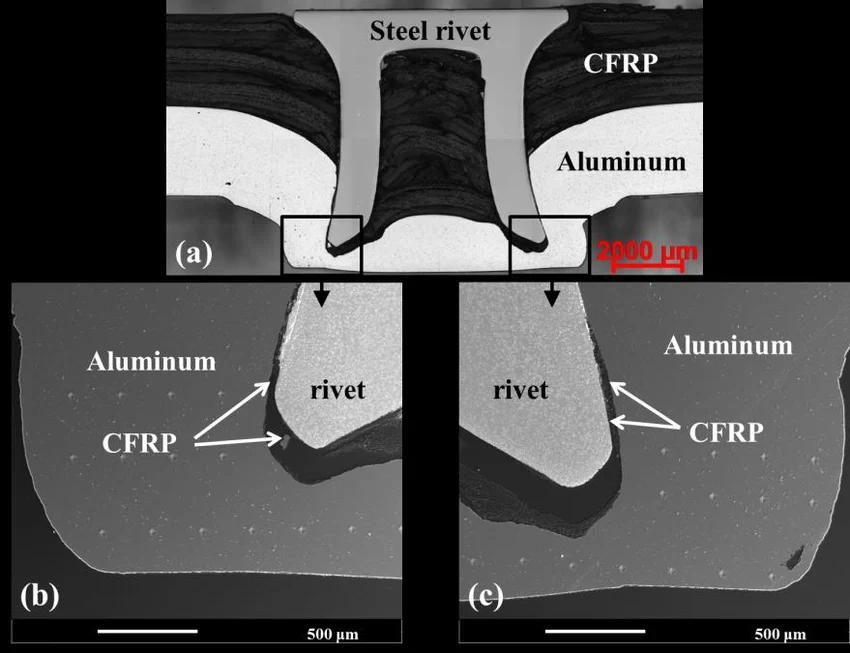
Macro cross-section (a) showing a steel self-piercing rivet mechanically interlocking a CFRP layer to an aluminium sheet, with SEM close-ups (b) and (c) revealing how the rivet tip splays outward to grip the aluminium while thin CFRP fragments remain trapped at the interface — the physical mechanism that makes SPR viable for dissimilar material joining without drilling or heat. Figure 2 from: R. Beyene et al. "Self-Piercing Riveting of CFRP to Aluminium." IOP Conference Series: Materials Science and Engineering 137, 012025 (2016). https://doi.org/10.1088/1757-899X/137/1/012025 — © 2016 by the authors. Licensed under CC BY 3.0.
5. The Three Barriers to Mass Market Adoption
The paper is candid about what is holding CFRP back from the volume segment.
5.1 Cost
Carbon fiber raw material currently trades above $30/kg — roughly 30 times the cost of structural steel on a per-kg basis. Processing overhead (autoclave energy, tooling amortization, skilled labor) compounds that premium into a component cost that the paper summarizes as prohibitive for mainstream programs. The BMW i3's economics worked at its production volume and price point; the same cost structure does not translate to a C-segment family hatchback.
Rows of raw carbon fiber tow spools on industrial creel racks — at over $30/kg, the material cost of PAN-based carbon fiber precursor remains the single largest barrier to CFRP adoption beyond the premium vehicle segment. AI-generated illustration.
The $30/kg Barrier
At roughly 30× the cost of structural steel per kilogram, carbon fiber precursor pricing is the dominant economic constraint on CFRP penetration into volume automotive programs. The premium is amplified by processing costs — autoclave energy, tooling amortization, and skilled labor — making part-level costs substantially higher than raw material cost alone would suggest.
5.2 Process Stability and Cycle Time
RTM and autoclave processing — the dominant routes for structural CFRP — carry cure cycles measured in hours for large parts, while the paper notes that complex moulding processes remain a significant constraint on volume adoption. High-volume automotive stamping operates in seconds, and closing that gap requires either fundamentally faster cure chemistries, higher-pressure injection equipment, or a shift to thermoplastic matrices with faster consolidation cycles — all active areas of development, but none fully production-proven at automotive scale.
5.3 Recycling Infrastructure
The paper documents the recycling problem precisely: pyrolysis — the dominant commercial CF recycling route — degrades fiber tensile strength by up to 20% during thermal processing. Solvent-based chemical recycling preserves fiber performance better, but introduces solvent handling and disposal hazards. Globally, according to the paper, less than 10% of CFRP composite waste is currently recycled by any route. For an industry under pressure to document cradle-to-grave carbon footprints, that number is increasingly untenable.

CFRP manufacturing scrap and off-cuts accumulating on a factory floor — with the global recycling rate for carbon fiber composites currently below 10%, the majority of this material has no viable end-of-life pathway. AI-generated illustration.
The Recycling Gap
Less than 10% of CFRP composite waste is currently recycled by any route. Pyrolysis — the most commercially mature route — degrades fiber tensile strength by up to 20%. Chemical recycling preserves performance better but introduces solvent hazards. For an industry documenting cradle-to-grave carbon footprints, this gap is increasingly untenable.
6. The Research Pipeline: What Changes Before 2030
The paper maps two converging development tracks that could materially shift the economics by the end of the decade.
Novel precursor materials. Polyethylene-based carbon fiber precursors, processed via melt spinning rather than conventional solution spinning, are projected to cut raw material cost by 50% relative to current PAN-based fiber. Bio-derived precursors — particularly lignin, which is produced in large quantity as a pulp-and-paper by-product — are moving through industrialization. The paper projects bio-based CF reaching $15/kg by 2030, which would bring it within striking distance of aluminum on a structural efficiency basis.
Intelligent manufacturing. AI-driven layup optimization is beginning to reduce material waste and cure cycle time by tailoring fiber paths to actual load distributions rather than conservative blanket laminates. The paper cites Tesla's Model Y rear section as a manufacturing-adjacent reference: integrated die-casting reduced that subassembly from 70 discrete parts to one. The CFRP equivalent — integrated AFP layup of a complex rear quarter — follows the same logic, enabled by automation rather than casting tooling.
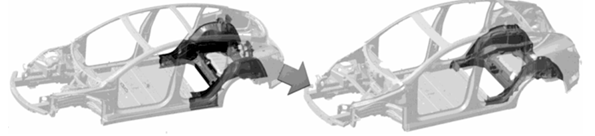
Side-by-side comparison showing the Tesla Model Y rear underbody before and after manufacturing consolidation — left shows the original assembly of approximately 70 discrete stamped parts, right shows the single integrated die-cast replacement, illustrating the part-count reduction logic that AI-optimised AFP layup programs apply equally to CFRP body structures. Figure 3 from: Haifeng Tang. "Research Progress of Carbon Fiber Composite Materials in Automobile Body Lightweight." MATEC Web of Conferences 410, 03011 (2025). https://doi.org/10.1051/matecconf/202541003011 — © 2025 by the authors. Licensed under CC BY 4.0.
7. Our Perspective: Where AFP Fits in This Picture
Editorial Note
The following section reflects Addcomposites' own analysis and is not derived from the Tang paper.
The paper's application map points directly at the AFP opportunity. Every high-value CFRP body application it documents — full body shells, floor modules, crash structures, hood panels — shares two characteristics: complex geometry and structural fiber orientation requirements. Both characteristics are exactly what AFP addresses.
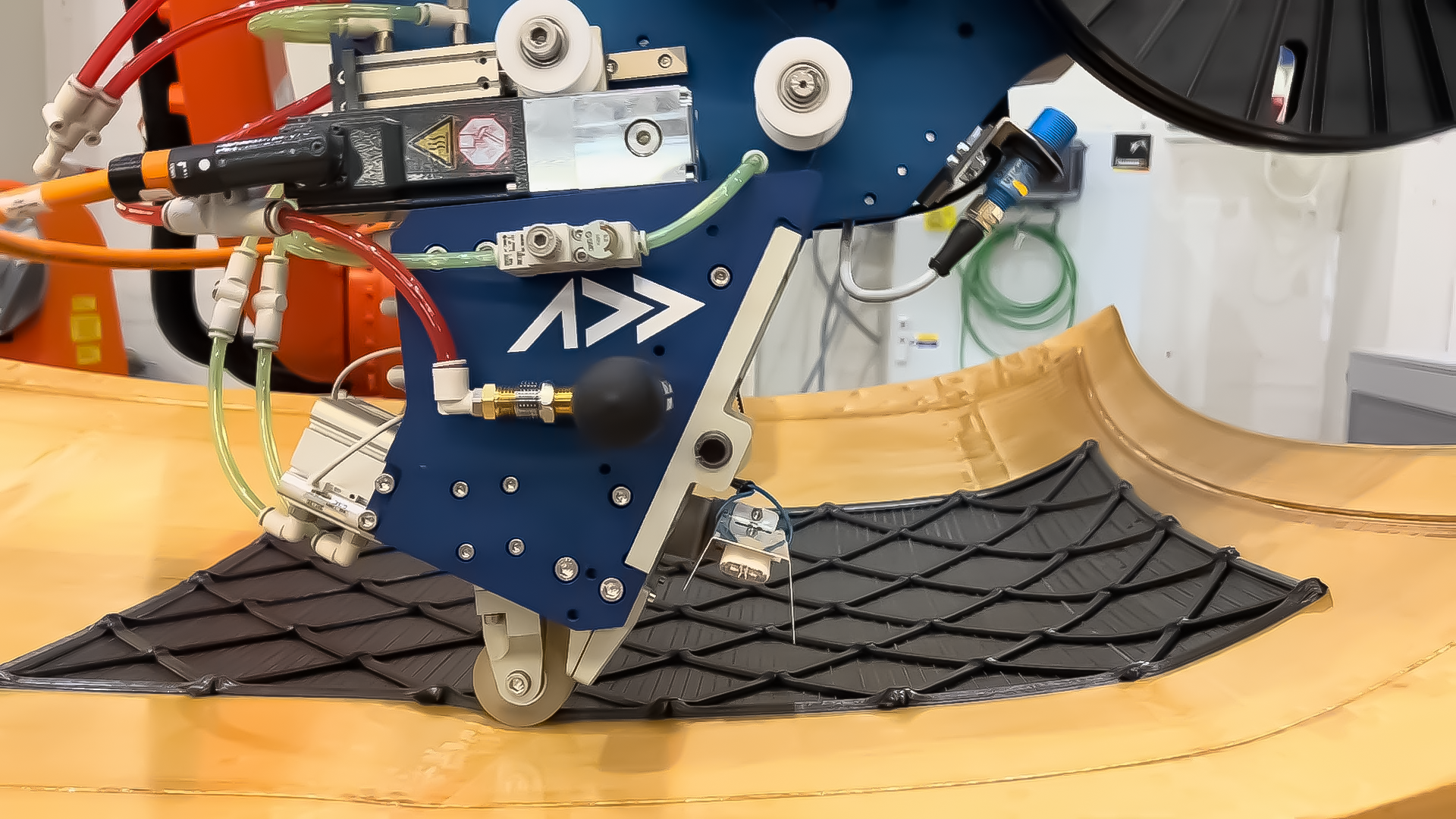
The AFP-XS end-effector laying carbon fiber tow on an automotive roof geometry mold — the directional fiber course pattern visible on the laminate surface is precisely the structural orientation control that body shell, hood, and floor module applications require. Source: Addcomposites.
AFP-XS: Designed for the Next Deployment Wave
The AFP-XS system is designed for precisely the program profile the paper describes as the next deployment wave: mid-volume, complex-geometry structural parts where manual layup lacks the repeatability to hit automotive quality gates and conventional AFP capital cost excludes programs that aren't running hundreds of thousands of parts per year.
The accessibility of compact AFP — lower footprint, lower capital commitment, faster program setup — matches the incremental adoption path the paper describes, where CFRP moves from supercar body shells toward premium segment structural components before reaching mass market.

A toolpath generation sequence running in AddPath — the software plans ply-by-ply fiber deposition on the robot simulation before any physical layup begins, reducing program setup time and eliminating trial-and-error on the machine. Source: Addcomposites.
Hybrid Body Compatibility
The paper's multi-material joining discussion is also directly relevant. Hybrid body programs — steel-aluminum-CFRP combinations — are the paper's projected mainstream architecture for 2030. AFP's ability to produce near-net-shape CFRP panels and structural sections with precisely defined fiber angles makes AFP-produced parts inherently compatible with downstream hybrid assembly.
The dimensional stability of a well-controlled AFP layup simplifies the adhesive bonding and self-piercing rivet joints that hold hybrid structures together.
For Addcomposites customers building proposals for automotive OEMs or Tier 1 suppliers, the Tang paper provides the citable evidence base that the "why not CFRP everywhere?" conversation needs. It documents real production weight savings (48.3% on the NIO ES6 floor module), real rigidity improvements (25% on the LB744 body), and a credible technology roadmap toward cost parity. AFP is the manufacturing process that closes the gap between those outcomes and the volume production requirements that make them commercially viable.
8. What This Means in Practice: A Structural Summary
| Application | Mass Saving Potential | Production Readiness | AFP Relevance |
|---|---|---|---|
| Full body shell |
40–50%
|
Niche / Premium | HIGH |
| Hood / roof panel |
40–50%
|
Growing | HIGH |
| Floor module / battery enclosure |
40–50%
|
Growing | HIGH |
| Bumper / crash structure |
30–40%
|
Proven | MEDIUM |
| Engine mount / bracket |
15–20%
|
Proven | MEDIUM |
| Seat structure |
20–30%
|
Growing | HIGH |
| Interior trim |
N/A
|
Mainstream | LOW |
The paper's conclusion is measured: CFRP holds an essentially unmatched position in automotive lightweighting on structural efficiency metrics, but the path to 15%+ vehicle penetration by 2030 runs through cost reduction, process automation, and recycling infrastructure — not through further material performance gains, which are already sufficient for most applications.
Conclusion
The Tang review does something useful for anyone selling CFRP solutions into the automotive supply chain: it assembles the full case in a single, peer-reviewed, open-access document. The weight savings are real and documented in production vehicles. The process technologies — RTM, compression molding, AFP, multi-material joining — are mature enough for automotive quality requirements. The barriers are cost, cycle time, and recyclability, and the research pipeline is targeting all three with credible timelines.
For AFP-XS customers, that landscape describes a market in transition: OEMs who established the proof of concept at the premium end are now under regulatory and competitive pressure to push CFRP into volume architectures. Automated fiber placement is the process technology that makes that transition manufacturable. The data documented in this review — production weight savings, rigidity gains, and a credible roadmap to cost parity — gives AFP-XS customers a peer-reviewed reference for conversations about the structural value of CFRP automation.
Read the Research
Full citation: Haifeng Tang. "Research Progress of Carbon Fiber Composite Materials in Automobile Body Lightweight." MATEC Web of Conferences 2025, 410, 03011. https://doi.org/10.1051/matecconf/202541003011 — © 2025 by the authors. Licensed under CC BY 4.0.
Learn More
Get in touch to discuss your CFRP automotive AFP application →
Contact Us for a ConsultationReferences
- Haifeng Tang. "Research Progress of Carbon Fiber Composite Materials in Automobile Body Lightweight." MATEC Web of Conferences 410, 03011 (2025). https://doi.org/10.1051/matecconf/202541003011 — © 2025 by the authors. Licensed under CC BY 4.0.
- R. Beyene et al. "Self-Piercing Riveting of CFRP to Aluminium." IOP Conference Series: Materials Science and Engineering 137, 012025 (2016). https://doi.org/10.1088/1757-899X/137/1/012025 — © 2016 by the authors. Licensed under CC BY 3.0.
- Addcomposites. AFP-XS Automated Fiber Placement System. https://www.addcomposites.com/afp-xs
This post was prepared by the Addcomposites team. Addcomposites develops the AFP-XS automated fiber placement platform. For questions about automotive CFRP AFP process development, contact us at addcomposites.com.
