Hydrogen, Tanks & Clean Energy: How Composite Pressure Vessels Are Powering the Energy Transition at JEC 2026
The composites industry's fastest-growing segment is meeting the world's most urgent energy challenge — and JEC 2026's Innovation Awards prove that the technology is ready.

The Hydrogen Opportunity for Composites
Of all the industry sectors placing demands on advanced composite materials in 2026, none is growing faster or attracting more urgent capital than hydrogen energy. The physics are unambiguous: hydrogen stores approximately three times more energy per kilogram than diesel fuel, produces only water when consumed in a fuel cell, and can be derived from renewable electricity through electrolysis. The engineering challenge is equally clear — at ambient conditions, hydrogen occupies an enormous volume. To make it practical as an energy carrier, it must be compressed to hundreds of bar of pressure, liquefied at -253°C (20 Kelvin), or stored through other emerging methods such as solid-state hydrogen carriers.
In every one of these storage scenarios, composite materials are not merely useful — they are enabling. No other material class combines the tensile strength required to contain high-pressure hydrogen with the weight efficiency demanded by mobile applications. This is why the composite pressure vessel (CPV) market is one of the most dynamic in the industry, and why JEC World 2026 has placed it firmly at the centre of its Innovation Awards, its conference programme, and its exhibitor mix.
The global hydrogen economy is undergoing a structural shift. After years of pilot demonstrations and policy frameworks, industrial-scale hydrogen projects are being commissioned at an accelerating rate. The International Energy Agency projects global hydrogen demand could exceed 180 million tonnes per year by 2030 in climate-aligned scenarios, with mobility, industrial feedstock, and power generation as the key demand centres [1]. Each tonne of hydrogen in mobile or distributed storage applications requires composite tanks — and the composite pressure vessel market, estimated at approximately $1.8 billion in 2024, is forecast to grow at a compound annual growth rate of 13–15% through 2030, reaching between $4.2 and $5.0 billion [2].
For composites manufacturers, this is not an abstract opportunity. It is an order book.
Hydrogen Fuel Cell Market Size ($B)
The Pressure Vessel Taxonomy: Type I to Type V
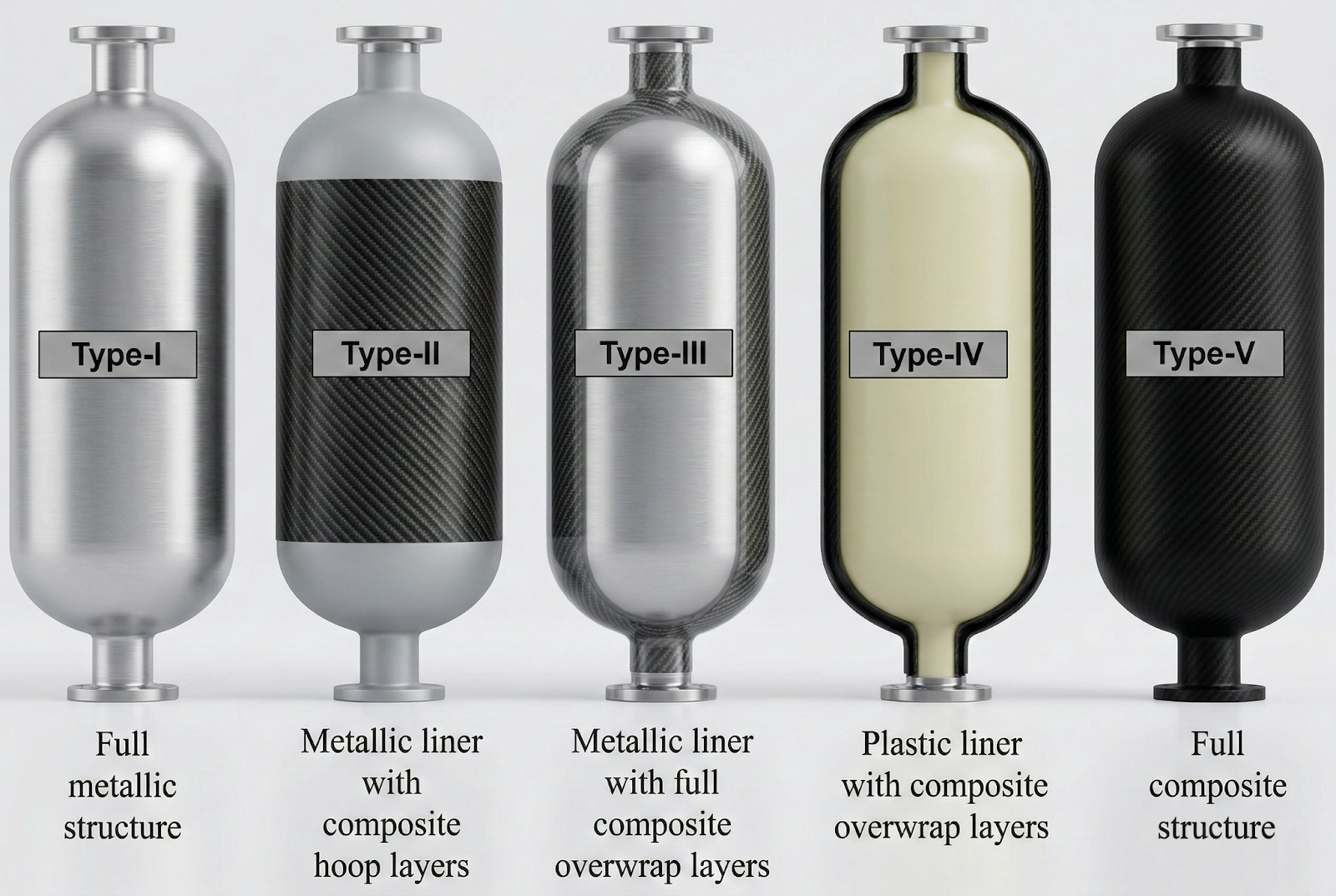
The composite pressure vessel industry has developed a well-established classification taxonomy that determines which engineering approach — and which manufacturing technology — is appropriate for each application. Understanding this taxonomy is essential context for evaluating the JEC 2026 innovations.
| Type | Construction | Liner Material | Composite | Typical Pressure | Weight vs. Type I | Key Applications |
|---|---|---|---|---|---|---|
| Type I | All metal | Steel or Al | None | 200–300 bar | 100% (baseline) | Industrial gas, SCBA |
| Type II | Metal + hoop overwrap | Steel or Al | CFRP/GFRP (hoop only) | 250–350 bar | ~70% | Industrial gas |
| Type III | Metal liner + full overwrap | Aluminium | Full CFRP/GFRP | 350–700 bar | ~50% | CNG vehicles, some H₂ |
| Type IV | Polymer liner + full overwrap | HDPE or PA | Full CFRP | 350–700 bar | ~30% | Hydrogen FCEVs, CNG trucks |
| Type V | All composite (linerless) | None | Full CFRP | 350–700+ bar | ~20% | Aerospace, advanced H₂ |
Table 1: Composite pressure vessel type comparison [3][4].
The dominant technology for hydrogen mobility — from passenger FCEVs like the Toyota Mirai and Hyundai Nexo to fuel cell buses and heavy-duty trucks — is the Type IV vessel. Its polymer liner (typically high-density polyethylene or polyamide) eliminates the hydrogen permeation issues associated with metal liners at extreme conditions, while the full carbon fibre composite overwrap provides the structural strength to contain 700 bar of compressed hydrogen. The liner-overwrap interface, the manufacturing repeatability of the winding process, and the certification protocols for automotive-grade production are all areas of intense industry focus [5].
Type V vessels — all-composite, linerless — represent the next frontier. Their elimination of the liner removes the primary source of inter-material thermal expansion mismatch, a critical advantage at cryogenic temperatures. SpaceX's acquisition of Hexagon Purus' aerospace composite tank business in early 2026 (discussed below) is a signal of how seriously the aerospace industry — where weight savings translate directly into payload capacity — is pursuing linerless composite tanks [6].
The liquid hydrogen (LH2) domain presents a distinct challenge from compressed gaseous hydrogen (CGH2). Where CGH2 tanks operate at high pressure but near-ambient temperature, LH2 tanks operate at near-atmospheric pressure but at -253°C — well below the glass transition temperature of most thermoset epoxy matrices. This is the technical landscape in which the JEC 2026 Innovation Award winner operated.
Innovation Award Winner — LeiWaCo Lightweight LH2 Tank

The Project
The JEC 2026 Innovation Award for Pipes, Tanks & Hydrogen went to a twelve-organisation German-led consortium that tackled what is arguably the hardest unsolved problem in composite tank engineering: how to build a liquid hydrogen storage vessel that does not crack.
Lead Organisation: CTC GmbH (Composite Technology Center), an Airbus company based in Stade, Germany
Partners (11): AFPT GmbH, Argo-Anleg, CompriseTec, DLR (German Aerospace Center), E-Cap Marine, Faserinstitut Bremen (FIBRE), IDVA, FHNW (University of Applied Sciences Northwestern Switzerland), Schunk, Suprem SA, Teijin Carbon Europe [7]
The project name, LeiWaCo, derives from the German Leichte Wasserstoff Composite — Lightweight Hydrogen Composite. Its ambition matches its name. The consortium set out to develop the first composite liquid hydrogen tank that demonstrably prevents cryogenic microcracking at -253°C through a combination of thermoplastic matrix selection, optimised laminate design, and an all-composite liner — simultaneously eliminating the two root causes of conventional CFRP LH2 tank failures [7][8].
The result: a functional subscale demonstrator validated under cryogenic conditions, plus a developed concept for a full-scale logistics container for LH2 transport — both exhibited at JEC World 2026.
All-Composite LH2 Tank Architecture
- Thermoplastic CFRP throughout
- Matched CTE across all layers
- No microcracking at −253 °C
- 30–40% weight reduction
- ΔαCTE = 12–20 ppm/K
- Thermal stress at cryo temps
- Microcracking & permeation
- Higher mass, fatigue concerns
Why This Consortium Is Strategically Significant
The LeiWaCo partnership is not a random collection of research institutions. It is a carefully assembled value chain, and reading the partner list reveals the strategic intent behind the project.
CTC GmbH (Airbus) brings aerospace-grade process development and systems integration capability. AFPT — a specialist in thermoplastic fiber placement and tape winding, and a partner in the LeiWaCo project — contributes the thermoplastic winding technology that processes the matrix materials at cryogenic-resistant compositions. DLR provides high-fidelity material testing and aerospace qualification capability. Faserinstitut Bremen (FIBRE) brings decades of filament winding expertise specifically for pressure vessels. Teijin Carbon Europe supplies the carbon fibre — specifically grades qualified for cryogenic performance. Suprem SA (Switzerland) contributes pre-consolidated thermoplastic tapes and towpreg products [7].
Strategic Insight
This is not a technology demonstrator looking for an application. It is an application looking for scale-up, backed by organisations that collectively represent the full manufacturing supply chain from fibre to finished tank.
The Technical Challenge: Cryogenic Microcracking
To appreciate why the LeiWaCo innovation matters, it is necessary to understand the physics of cryogenic microcracking — the failure mode it was designed to prevent.
Why Conventional CFRP Fails at -253°C
Standard carbon fibre reinforced polymer (CFRP) composites use a thermoset epoxy matrix. Epoxy is an excellent structural material at ambient and moderately elevated temperatures, with good stiffness, strength, and chemical resistance. At cryogenic temperatures, however, its behaviour changes fundamentally.
As temperature drops below approximately -100°C, most epoxy systems become increasingly brittle. Their fracture toughness — the energy required to propagate a crack — decreases sharply. Simultaneously, the thermal contraction that occurs on cooling from room temperature to -253°C induces residual stresses in the laminate. The coefficient of thermal expansion (CTE) of carbon fibres in the axial direction is slightly negative (approximately -1 to -2 ppm/K), while transverse to the fibres it is approximately 20–60 ppm/K. This anisotropy within the composite laminate itself creates inter-ply thermal stresses during cooling [9].
The situation is compounded when a metal liner is involved. Aluminium has a CTE of approximately 23 ppm/K — nearly an order of magnitude higher than the axial CTE of the CFRP overwrap. As the tank is cooled, the metal liner attempts to contract far more than the composite shell will allow, placing the liner in tension and the composite in compression. When the tank is then pressurised and the hydrogen inside partially warms, the cycle reverses. This thermal cycling — cooling from ambient to -253°C and returning, with pressure cycles superimposed — progressively accumulates microcrack damage in the composite matrix [10].
The consequence is hydrogen permeation: as microcracks develop through the composite wall thickness, they create pathways for LH2 (and hydrogen boil-off gas) to permeate through the tank wall. In a large LH2 tank — for aviation, maritime, or heavy-duty transport — even a small permeation rate represents a significant safety and boil-off concern over the operational lifetime.
CTE Mismatch: Why Conventional Tanks Fail at Cryo
The Thermoplastic Matrix Solution
The LeiWaCo consortium's primary solution to the microcracking problem is the substitution of thermoset epoxy with a thermoplastic matrix. Thermoplastic polymers — PEEK, PEKK, PPS, PA, and related systems — do not cross-link during processing. They remain fusible and re-meltable, which confers a fundamentally different cryogenic behaviour.
The key advantage is fracture toughness. Thermoplastic matrices are, in general, significantly tougher than thermoset epoxy systems. Mode I interlaminar fracture toughness (G_Ic) values for CF/PEEK range from 1,000 to 2,500 J/m² — compared to 200–500 J/m² for standard aerospace epoxy systems. This means that even when thermal stresses exist within the laminate at cryogenic temperatures, the higher energy required to propagate a crack makes matrix microcracking substantially less likely to initiate or extend [11].
Additionally, thermoplastic matrices can be formulated or selected for improved cryogenic CTE matching. Certain thermoplastic polymers have CTE values that, when combined with the reinforcing carbon fibres in specific laminate configurations, produce a composite with a more uniform CTE through-thickness — reducing the inter-ply thermal stresses that drive microcracking.
| Property | Thermoset Epoxy | PPS | PEEK | PEKK | Notes |
|---|---|---|---|---|---|
| Processing Temp (°C) | 120–180 | 300–320 | 370–400 | 340–370 | TP requires higher heat |
| G_Ic (J/m²) | 200–500 | 400–800 | 1,000–2,500 | 800–2,000 | TP = far tougher |
| Cryogenic Strain to Failure | Moderate | Good | Excellent | Very Good | TP advantage |
| Shelf Life | Weeks–months | Unlimited | Unlimited | Unlimited | TP wins clearly |
| Recyclability | No | Yes | Yes | Yes | TP wins clearly |
| Weldability | No | Yes | Yes | Yes | No fasteners needed |
| Autoclave Required | Often | No (AFP/winding) | No (AFP/winding) | No | OOA advantage |
Table 2: Thermoplastic vs. thermoset matrix comparison for cryogenic pressure vessel applications [9][10][11].
The all-composite liner is the second key innovation. By replacing the aluminium liner with a composite liner (compatible in CTE with the overwrap), the consortium eliminates the metal-composite interface entirely. There is no longer a 20 ppm/K CTE discontinuity at the liner-overwrap bondline — the primary stress concentration site in conventional LH2 tanks. The liner and shell contract together, uniformly and harmoniously, as the tank is cooled to operating temperature [7].
Industry Context: A Market in Motion
The LeiWaCo award does not exist in isolation. It is the technical centrepiece of a hydrogen composite tank industry that is undergoing rapid commercial development — as several major news stories from early 2026 make clear.
Hexagon Purus Aerospace → SpaceX

In February 2026, Hexagon Purus — the world's leading manufacturer of Type IV composite hydrogen and CNG tanks — divested its entire aerospace business unit to SpaceX [6]. The aerospace division specialised in Type V (linerless) all-composite pressure vessels for space launch vehicles, a technology that SpaceX requires at scale for its Starship and Falcon programmes.
The strategic logic is clear: SpaceX, operating the world's most ambitious reusable launch vehicle programme, has an insatiable appetite for lightweight composite tanks that can withstand the combined mechanical and thermal loading of launch and re-entry. By acquiring Hexagon Purus' aerospace team and intellectual property directly, SpaceX vertically integrates a critical manufacturing capability rather than depending on a supplier relationship.
For the composite tank industry more broadly, this transaction is a validation signal. Type V composite vessels — once a niche aerospace curiosity — are now valuable enough to acquire at the corporate level. The manufacturing know-how that Hexagon built through years of winding and curing linerless composite tanks is worth internalising to the largest private aerospace company on Earth.
CIMC-Hexagon: Type 4 Hydrogen Multi-Element Gas Container

In a separate development, the CIMC-Hexagon joint venture — combining Chinese container manufacturer CIMC with Hexagon's composite tank technology — rolled out a new Type 4 hydrogen multi-element gas container (MEGC) designed for bulk hydrogen transport by road and rail in February 2026 [12]. MEGCs are essentially banks of composite cylinders arranged in a standard ISO container frame, enabling hydrogen to be transported in compressed gaseous form without requiring the cryogenic infrastructure of LH2.
The use of Type 4 (polymer-lined CFRP) cylinders rather than Type 2 or Type 3 vessels reflects the weight premium available for long-range transport: lighter tanks mean higher hydrogen payload per trailer, improving the economics of hydrogen distribution networks.
Hexagon Agility: Aerospace Type 4 Order

Also in early 2026, Hexagon Agility — the commercial vehicle division of Hexagon Composites — received a commercial aerospace order for Type 4 composite tanks, expanding the segment of aerospace applications that use polymer-lined composite vessels rather than traditional metal systems [13]. While aerospace historically favoured Type V linerless tanks for weight-critical applications, there are application niches — particularly for on-board inert gas generation systems, aircraft servicing equipment, and regional aircraft fuel systems — where Type 4 vessels offer an appropriate weight-pressure trade-off.
Taken together, these three Hexagon-family developments — a SpaceX acquisition of Type V aerospace capability, a CIMC joint venture Type 4 MEGC launch, and a new aerospace Type 4 order — paint a consistent picture: the composite pressure vessel market is expanding across all vessel types, all pressure ranges, and all application sectors simultaneously.
H₂ Tank Industry — Key Events Q1 2026
Manufacturing Technology for Pressure Vessels
The LeiWaCo tank is ultimately a manufacturing story as much as a materials story. The choices of thermoplastic matrix and all-composite liner were only achievable because specific manufacturing technologies existed to process these materials at the required quality level. Understanding those technologies is essential for manufacturers looking to participate in the growing composite tank market.
Filament Winding: The Established Workhorse
Filament winding has been the primary manufacturing method for composite pressure vessels since the 1960s. The process is elegantly simple in concept: fibre tows are fed through a resin bath (wet winding) or supplied pre-impregnated (towpreg or dry winding), and wound onto a rotating mandrel following a programmed helical or hoop path. The result is a composite shell with precise fibre orientation, high fibre volume fraction, and — for cylindrical geometries — excellent structural efficiency [14].
Modern CNC filament winding machines achieve winding speeds of 0.5–2.0 m/s and can lay multiple tows simultaneously to increase throughput. Computer-controlled fibre path optimisation allows the winding angle to vary continuously along the vessel length, optimising fibre orientation for the local stress state — particularly important for the dome regions at either end of a cylindrical tank, where simple geodesic paths are structurally suboptimal [15].
For thermoset tanks, wet winding remains the most cost-effective approach: fibre is pulled directly through a resin bath and applied to the mandrel continuously. The cured tank is then oven-cured or autoclave-cured. For production-volume Type IV automotive hydrogen tanks, a mature supply chain of wet winding equipment, qualified resins, and validated HDPE liners is well established across companies including Hexagon Agility, NPROXX, Luxfer, and Toyota's internal production lines [5].
Thermoplastic Tape Winding: The Next-Generation Method
For thermoplastic composite tanks — the technology at the heart of LeiWaCo — wet winding is not applicable: thermoplastic matrices do not dissolve in solvent to form impregnation baths. Instead, the two primary approaches are towpreg winding (using pre-impregnated thermoplastic tows supplied as a continuous spool) and thermoplastic tape winding (using fully consolidated unidirectional tape with in-situ consolidation via laser or hot gas heating at the nip point).
AFPT GmbH — a LeiWaCo consortium partner based in Dörth, Germany — specialises in thermoplastic tape winding and automated fiber placement for thermoplastic composites. Their technology uses laser heating to melt the thermoplastic matrix at the nip point between incoming tape and the previously wound layer, achieving in-situ consolidation without autoclave post-processing. This approach is particularly well-suited to pressure vessel manufacturing because the cylindrical geometry allows continuous tape feeding without complex trajectory calculations [7][15].
The advantages of thermoplastic tape winding over wet thermoset winding are substantial for cryogenic applications:
| Process | Matrix | Liner Compatible | Cryogenic Suitability | Autoclave | Cycle Time | Cost |
|---|---|---|---|---|---|---|
| Wet winding (thermoset) | Epoxy/VE | Type III Al, IV HDPE | Poor | Optional | Hours–days | Low |
| Towpreg winding (thermoset) | Epoxy | Type III Al, IV HDPE | Poor | Required | Hours–days | Medium |
| Towpreg winding (TP) | PEEK/PPS/PA | Composite, TP | Excellent | No | Hours | Medium-High |
| TP tape winding (in-situ) | PEEK/PPS/PA | Composite, TP | Excellent | No | Minutes–hours | High |
| AFP (laser-assisted) | PEEK/PPS/PA | Composite, TP | Excellent | No | Depends | High |
Table 3: Manufacturing process comparison for composite pressure vessels [14][15].
AFP for Dome Reinforcement and Complex Geometry
While filament winding excels on cylindrical pressure vessel bodies, it has inherent limitations on dome geometries. Geodesic winding paths on a spherical or elliptical dome naturally result in fibre concentrations near the polar boss, with the fibre coverage thinning toward the equator. This can lead to structural inefficiency and, in extreme cases, burst failure at the dome rather than the cylinder.
Automated Fiber Placement (AFP) is increasingly used as a complementary process for dome reinforcement, because AFP can deposit fibre along non-geodesic paths with precise cut-restart capability [16].
This allows the dome's fibre architecture to be engineered independently of the cylinder — with tow dropping and adding accommodating the changing dome curvature without gaps or overlaps. In Type V linerless tanks, where the liner is absent and the composite shell itself provides the pressure boundary, this precision becomes even more critical [16].
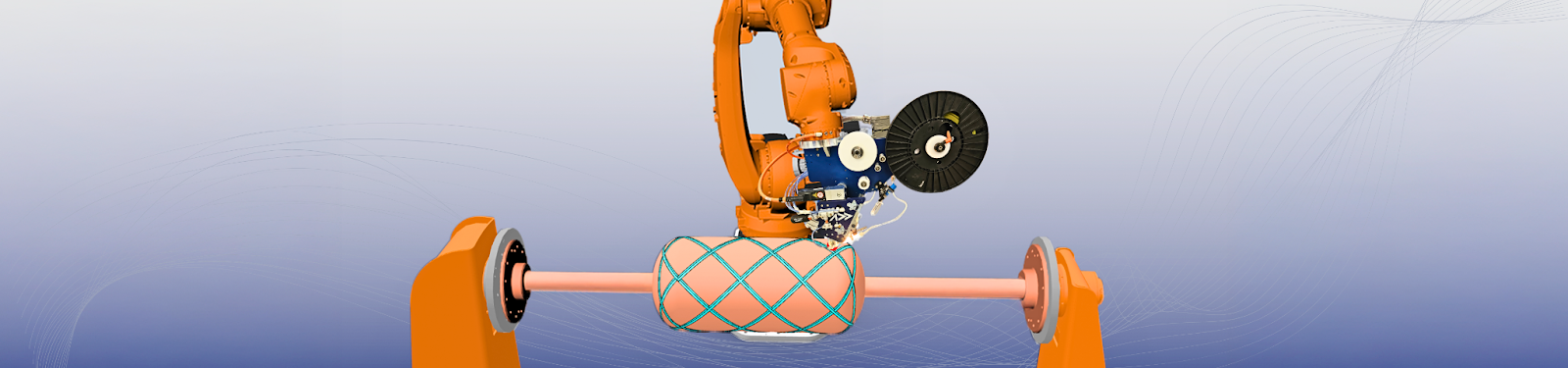
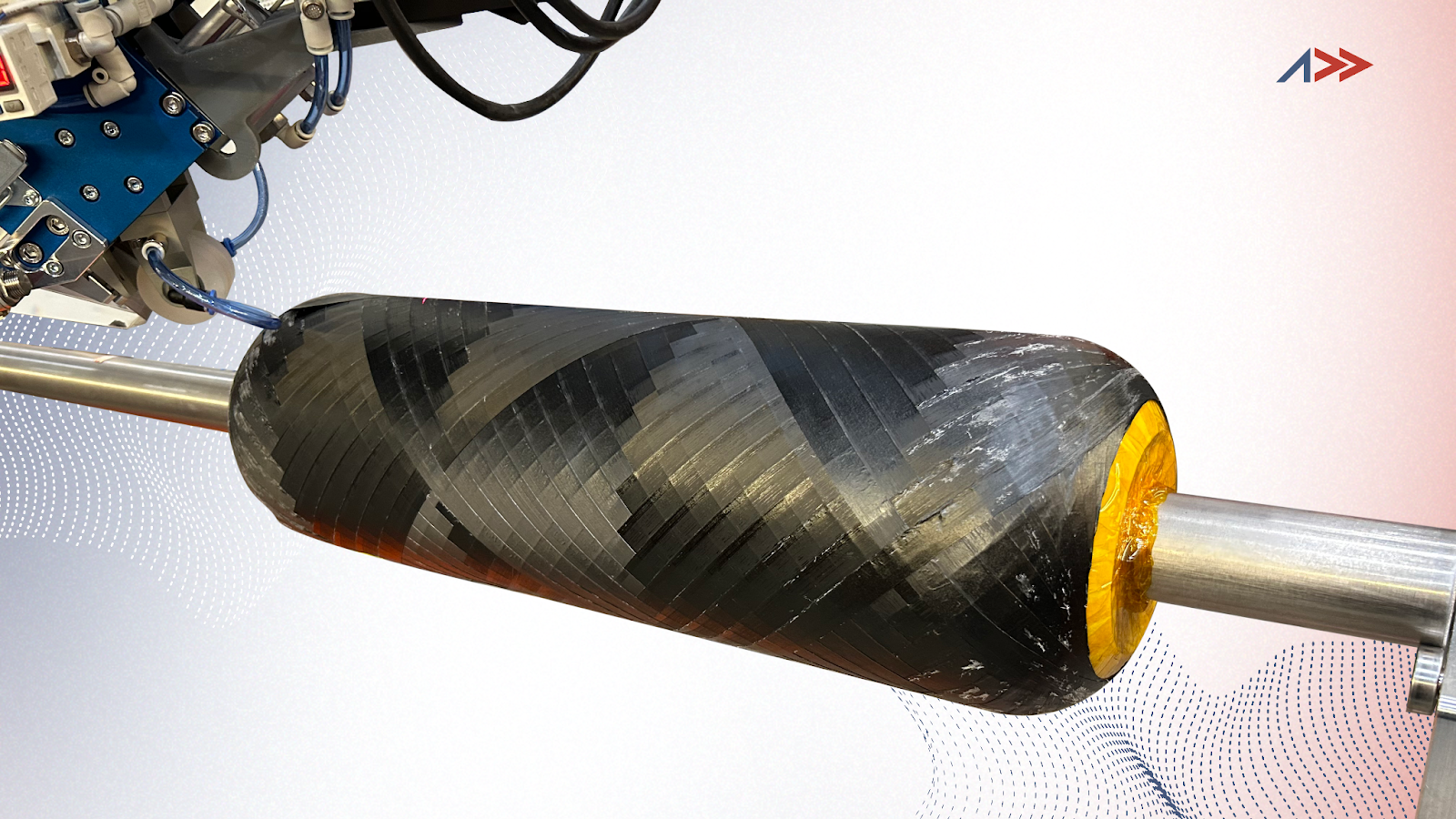
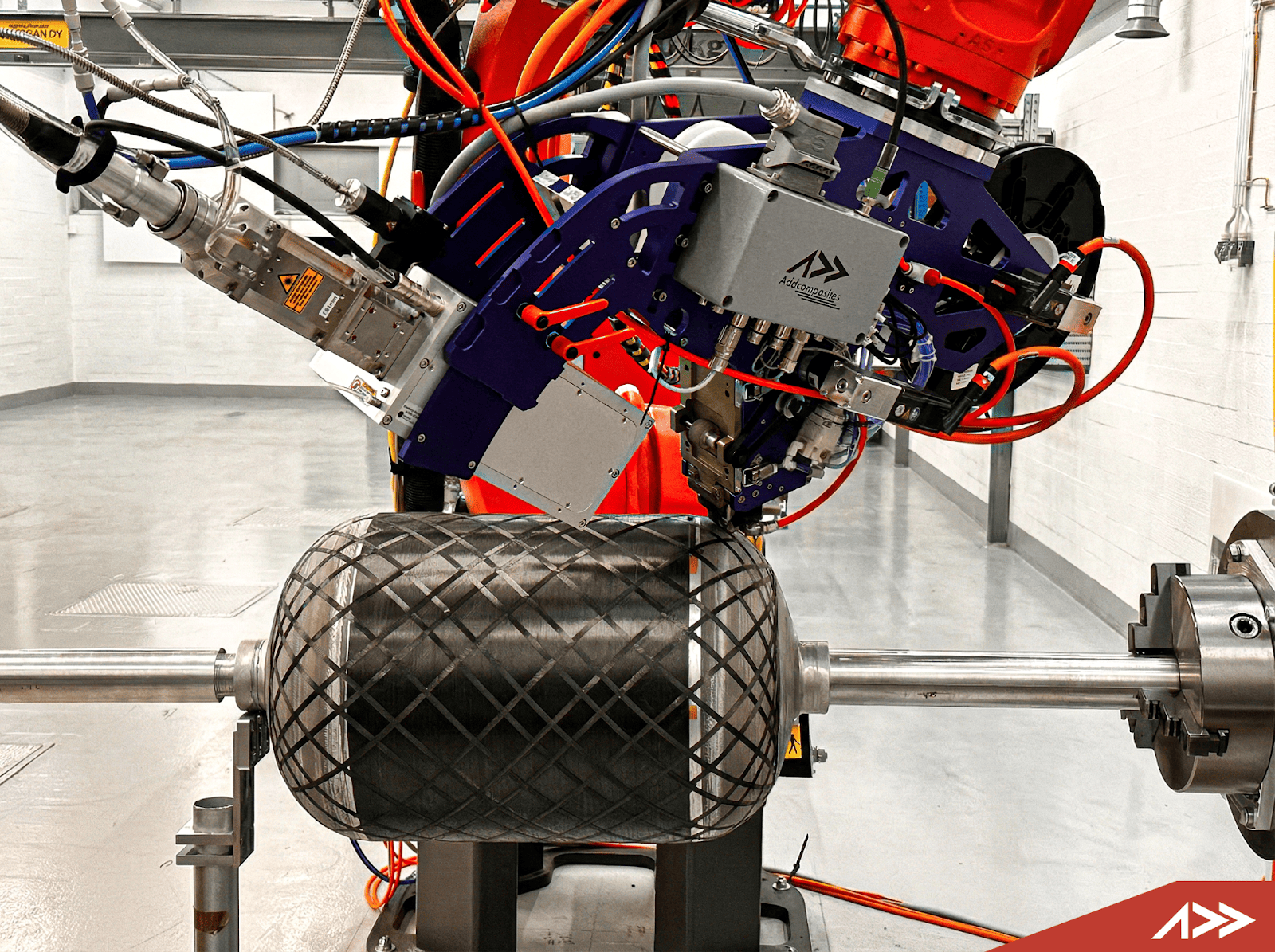
Addcomposites' AFP-XS and AFP-X systems — designed to mount on standard industrial robots — are particularly well-suited to this kind of combined filament winding and AFP manufacturing workflow. A robot-mounted AFP head can apply dome reinforcement patches, boss reinforcement, and locally thickened regions that a traditional winding machine cannot access. The same robot, reprogrammed with a towpreg winding attachment, can handle the cylindrical body winding. This multi-process flexibility on a single robotic platform reduces capital cost and floor space for composite tank manufacturers entering the market at low-to-medium production volumes.
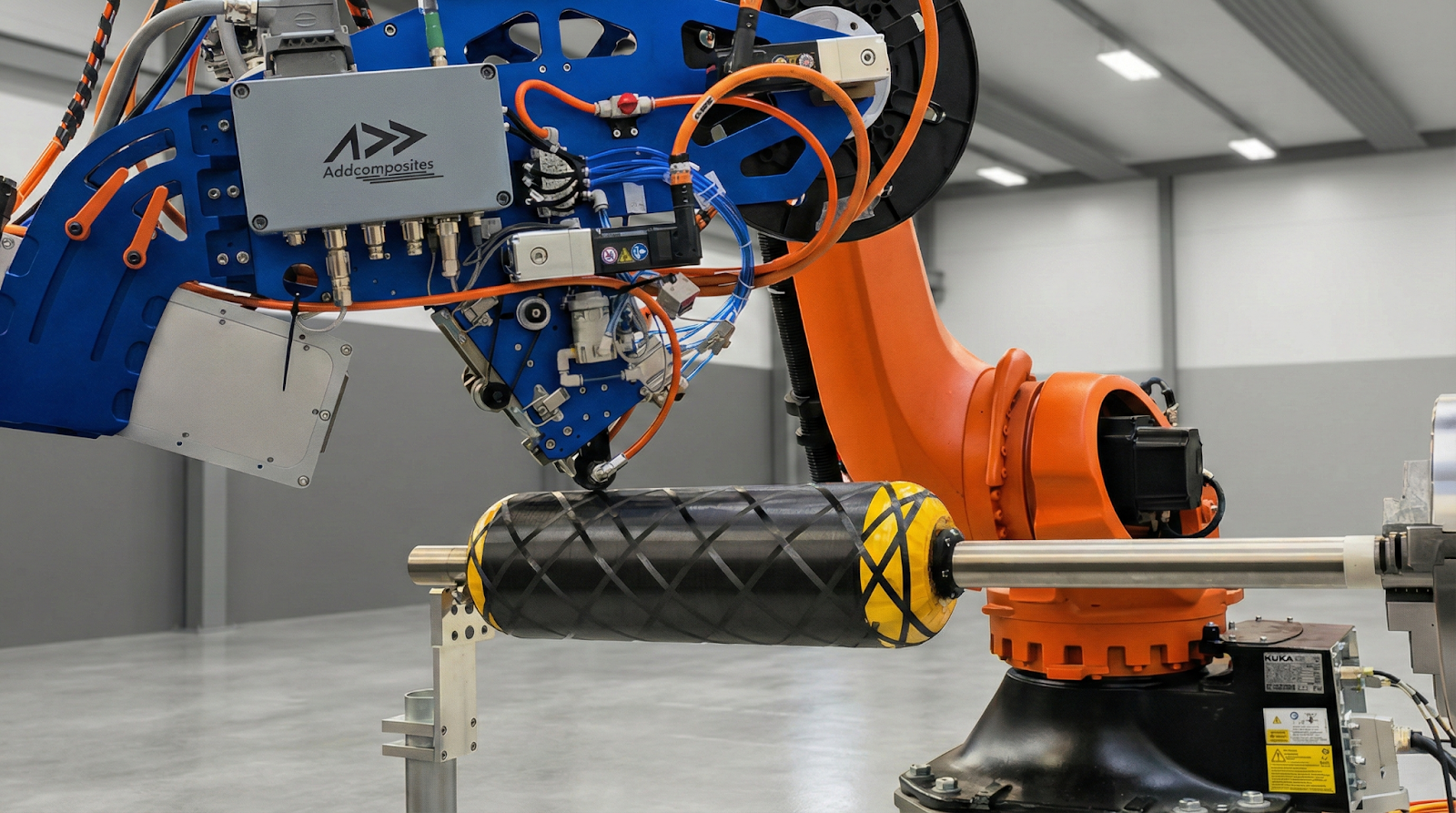
Addcomposites AFP head on a KUKA robot winding carbon fibre onto a composite pressure vessel — the accessible, robot-based manufacturing approach that enables tank developers to move from R&D to production on a single platform.
Hybrid Manufacturing Process — Composite H₂ Tank
The Full Energy Picture at JEC 2026
The LeiWaCo LH2 tank is the centrepiece of the energy story at JEC 2026, but it is not the only chapter. The show's Renewable Energies Innovation Award category — and several conference sessions — reflect a broader composites industry engagement with clean energy that spans hydrogen, solar, wind, and electrolysis.
Metyx Composite Photovoltaic Module — Renewable Energies Winner
The JEC 2026 Innovation Award for Renewable Energies went to Metyx Composites (Turkey), in partnership with Itech Solar and Middle East Technical University's Centre for Solar Energy Research [17].
Their innovation addresses a persistent constraint in vehicle-integrated photovoltaic (VIPV) applications: conventional solar panels use a glass front sheet and aluminium frame, making them heavy, inflexible, and unsuitable for integration into curved vehicle body panels. Metyx developed a composite PV module that replaces both the glass and the metal rear substrate with a purely composite construction:
Front sheet: Transparent glass fibre reinforced plastic (GFRP), replacing conventional tempered glass
Back sheet: Carbon fibre sandwich construction — rigid, flat, and providing structural support without the thermal mass of aluminium
The module is manufactured using a single-stage infusion process, integrating the photovoltaic cells directly into the composite laminate. The result is a PV module that is 50–80% lighter than conventional equivalents, flexible enough to conform to curved surfaces, and more impact-resistant — passing hail-resistance standards that glass panels would fail [17].
The key application is vehicle-integrated solar: mounting photovoltaic generating capacity directly on the roof, hood, and body panels of electric or hybrid vehicles to extend range without increasing battery pack size. This is a segment attracting significant OEM interest: Hyundai, Sono Motors, and Lightyear have all explored VIPV integration, and as EV range extension becomes a competitive differentiator, the weight-performance trade-off of composite PV modules versus glass-aluminium panels becomes commercially significant.
PV Module Architecture — Glass vs Composite
Wind Energy: The Silent Giant
While hydrogen and solar capture the narrative energy of the clean energy transition, wind energy remains by far the largest composite application in renewable energy by volume. Wind turbine blades — now reaching 100+ metres in length for the latest offshore platforms — are predominantly glass fibre reinforced epoxy composites, with carbon fibre used in the spar cap (the primary structural load-carrying element) of larger blades.
JEC 2026 features multiple conference sessions and exhibitors focused on wind energy composites, with particular emphasis on:
- Sustainable materials for blade manufacturing — bio-based resins, recyclable thermoplastic matrices, and end-of-life blade processing
- Spar cap manufacturing efficiency — automated prepregging, infusion process optimisation, and carbon fibre cost reduction
- Blade repair and lifecycle extension — extending the life of existing turbines rather than replacing them
The wind energy sector's scale means that even incremental manufacturing improvements have enormous impact. A 1% improvement in blade manufacturing yield across the industry represents many tonnes of avoided carbon fibre waste per year.
Conference Sessions on Energy
JEC World 2026 has dedicated significant programme space to energy applications of composites. Key sessions include:
"Advanced Thermoplastic Composite Materials for High-Pressure Hydrogen Storage in Trailers"
Speakers: Philippe Papin (Air Liquide) and Thibaut Savart (Arkema). This session covers UDX thermoplastic tape technology for high-pressure hydrogen storage in heavy-duty transport — directly complementary to the LeiWaCo cryogenic LH2 work, but focused on compressed gaseous hydrogen at high pressure. Air Liquide brings operational hydrogen infrastructure expertise; Arkema brings its Elium thermoplastic and PEKK-based specialty polymer portfolio [18].
"Application of Composite Materials in the Energy, Automotive, and Construction Sectors"
Case studies across sectors, with explicit coverage of "gaseous hydrogen storage in Type IV COPVs." This session provides the production-scale perspective on composite tank manufacturing — the industrial reality behind the R&D demonstrated in the LeiWaCo project [18].
"Telene® High-Performance Resin for the Electrolysis Process"
Speakers: Jose Luis Alfinger (Telene SAS) and Luca Balicco (Chemtech Engineering). Addresses the upstream end of the hydrogen value chain: the electrolysers that produce green hydrogen from renewable electricity. DCPD-based polyolefin resins offer chemical resistance in harsh electrolysis environments, and composite construction of electrolyser stacks and ancillary equipment is an emerging application for the industry [18].
These three sessions collectively trace the hydrogen value chain — from production (electrolysis) through storage (Type IV tanks, LH2 vessels) to transport (trailer-mounted MEGCs) — and demonstrate that composites are integral to every link.
The Addcomposites Connection
The connection between Addcomposites' product portfolio and the hydrogen tank opportunity is direct and practical. Our AFP-XS and AFP-X systems — which mount on standard industrial robots from KUKA, ABB, Fanuc, and others — are particularly relevant to three segments of the composite pressure vessel market:
1. R&D and Prototype Tank Development
Universities, national laboratories (DLR, Faserinstitut Bremen), and Tier 2 tank manufacturers developing next-generation thermoplastic or linerless composite tanks need AFP and winding capability without the capital investment of a dedicated aerospace AFP machine. The AFP-XS, with its robot-agnostic design and AddPath software for trajectory planning, enables exactly this: a research team can develop, test, and optimise thermoplastic dome layup schedules on a standard robot arm, then transfer the validated process to production.
2. Dome Reinforcement for Type IV and Type V Tanks
As production volumes grow for hydrogen FCEV vehicles and heavy-duty transport tanks, manufacturers are seeking automation solutions for the dome regions that filament winding handles poorly. A robot-mounted AFP head can apply precise, non-geodesic reinforcement to dome geometry — improving structural efficiency, reducing weight, and enabling qualification of new dome architectures that were previously impractical to manufacture.
3. Thermoplastic Tank Manufacturing
The LeiWaCo project's use of thermoplastic tape winding is exactly the application for which Addcomposites' laser-assisted AFP technology was designed. Processing PEEK, PEKK, or PPS at winding speeds compatible with production throughput, while achieving the in-situ consolidation quality required for pressure containment, is a technology gap that accessible AFP systems are well-placed to fill.
The key insight: the hydrogen tank market does not need one more $5M aerospace AFP machine installed at a major OEM. It needs accessible, flexible automated composite manufacturing capability distributed across the supply chain — at tank manufacturers, at research institutions, at Tier 2 and Tier 3 suppliers learning to process thermoplastic materials for the first time. That is the gap Addcomposites was built to fill.
Future Directions
LH2 Storage: From Demonstrator to Production
The LeiWaCo consortium's functional subscale demonstrator represents a crucial proof of concept, but the path from subscale demonstrator to production-ready LH2 tanks is long and technically demanding. The key challenges ahead include:
- Scale-up of thermoplastic winding processes — demonstrating the same cryogenic microcracking prevention at full tank dimensions (1–5 m³ capacity for aerospace, 10–50 m³ for hydrogen logistics)
- Certification and airworthiness qualification — LH2 tanks for aviation must meet JAR and EASA requirements; no approved LH2 composite tank exists for commercial aviation yet
- Boss and fitting integration — the polar boss interface (where cryogenic fluid connects to the tank) in a thermoplastic all-composite system requires design solutions that do not exist in production today
- Manufacturing economics — thermoplastic tape winding is currently more expensive than wet thermoset winding; the cost differential must be justified by performance, safety, or recyclability benefits
The aviation industry's appetite for LH2 storage is not in question. Airbus's ZEROe programme, DLR's hydrogen aviation research, and multiple European Clean Aviation projects all have LH2 fuel as their long-term target. What the LeiWaCo project provides is the materials and manufacturing evidence base that the aerospace certification authorities will need to engage with seriously.
Type V Tanks: Linerless at Scale
The SpaceX acquisition of Hexagon Purus' aerospace business signals strong commercial demand for Type V linerless composite vessels. The technical challenges for Type V tanks — particularly controlling hydrogen permeation through a purely composite wall without a liner — are real but tractable. Research programmes are exploring:
- Self-sealing composite matrices — thermoplastic or vitrimer systems that can close micro-scale damage under service loads
- Nano-barrier coatings — thin film coatings applied to the inner surface of linerless tanks to reduce hydrogen permeation without adding significant weight or complexity
- AFP-manufactured monolithic shells — using AFP with in-situ consolidation to produce void-free, high-quality composite walls that minimise intrinsic permeation pathways
The Circular Economy for Composite Tanks
As the first generation of composite hydrogen storage tanks (installed in FCEVs from 2015 onward) begins to approach end-of-life, the question of what to do with them becomes commercially relevant. Thermoplastic composite tanks offer a distinct advantage: they can, in principle, be thermally reprocessed rather than landfilled or pyrolysed. The Toray A380-to-A320neo recycling story (Blog 4 of this series) provides the framework: thermoplastic CFRP components from end-of-life vehicles can be reformed and requalified for use in less demanding applications, preserving the carbon fibre's embodied energy.
The LeiWaCo project's choice of thermoplastic matrices is not only about cryogenic microcracking — it is also about designing for end-of-life, consistent with the EU's forthcoming Digital Product Passport requirements and the broader circular economy agenda that dominated the JEC 2026 Innovation Awards.

References
[1] International Energy Agency, "Global Hydrogen Review 2024," IEA, Paris, 2024. Available: https://www.iea.org/reports/global-hydrogen-review-2024
[2] Industry analyst consensus on composite pressure vessel market size and CAGR, multiple sources, 2024–2025.
[3] U.S. Department of Energy, "Hydrogen Storage," Office of Energy Efficiency and Renewable Energy. Available: https://www.energy.gov/eere/fuelcells/hydrogen-storage
[4] T. Zheng, et al., "Design and Development of High-Pressure Composite Hydrogen Storage Vessel for On-Board Application," International Journal of Hydrogen Energy, vol. 45, no. 43, pp. 22895–22909, 2020. DOI: 10.1016/j.ijhydene.2020.06.137
[5] A. Ramirez-Perez, et al., "Composite Type IV Pressure Vessels for Automotive Hydrogen Storage: A Review," International Journal of Hydrogen Energy, vol. 46, pp. 10603–10618, 2021. DOI: 10.1016/j.ijhydene.2020.12.212
[6] "Hexagon Purus Divests Aerospace Business to SpaceX," CompositesWorld, February 2026. Available: https://www.compositesworld.com/news/hexagon-purus-divests-aerospace-business-to-spacex
[7] CTC GmbH et al., "LeiWaCo — Lightweight Composite Liquid Hydrogen Tank," JEC Innovation Award Submission — Pipes, Tanks & Hydrogen Category, JEC World 2026, March 2026.
[8] Innovation in Textiles, "JEC World 2026 Innovation Awards Winners Revealed," January 2026. Available: https://www.innovationintextiles.com/jec-world-2026-innovation-awards-winners-revealed/
[9] K. S. Kim and J. H. Hahn, "Residual Stress and Microcracking in Cryogenic CFRP Laminates," Composite Structures, vol. 120, pp. 449–456, 2015. DOI: 10.1016/j.compstruct.2014.09.048
[10] S. Pavlopoulou, et al., "Cryogenic Performance of Carbon Fibre/Epoxy Composites: Microcracking, Permeability, and Thermal Cycling Effects," Composites Science and Technology, vol. 70, no. 5, pp. 812–818, 2010. DOI: 10.1016/j.compscitech.2010.01.006
[11] Y. Tao, et al., "Interlaminar Fracture Toughness of Carbon Fibre/PEEK Laminates at Cryogenic Temperatures," Composites Part A, vol. 128, p. 105679, 2020. DOI: 10.1016/j.compositesa.2019.105679
[12] "CIMC-Hexagon Rolls Out Type 4 Hydrogen Multi-Element Gas Container," CompositesWorld, February 2026. Available: https://www.compositesworld.com/news/cimc-hexagon-rolls-out-type-4-hydrogen-multi-element-gas-container
[13] "Commercial Aerospace Order Calls for Hexagon Agility Type 4 Tanks," CompositesWorld, February 2026. Available: https://www.compositesworld.com/news/commercial-aerospace-order-calls-for-hexagon-agility-type-4-tanks
[14] P. Lossie and H. Van Brussel, "Design Principles in Filament Winding," Composites Manufacturing, vol. 5, no. 1, pp. 5–13, 1994. DOI: 10.1016/0956-7143(94)90015-9
[15] C. Stokes-Griffin and P. Compston, "The Effect of Processing Temperature and Placement Rate on the Short Beam Strength of Carbon Fibre-PEEK Manufactured with a Laser-Based Automated Tape Placement Process," Composites Part A, vol. 66, pp. 176–185, 2014. DOI: 10.1016/j.compositesa.2014.07.025
[16] M. Shirinzadeh, et al., "Fabrication Process of Open Sections Using Robotic Fibre Placement," Robotics and Computer-Integrated Manufacturing, vol. 20, no. 3, pp. 225–241, 2004. DOI: 10.1016/j.rcim.2003.10.004
[17] Metyx Composites / Itech Solar / METU, "Composite Photovoltaic Module for Vehicle-Integrated Solar Applications," JEC Innovation Award Submission — Renewable Energies Category, JEC World 2026, March 2026. Available: https://www.polimericanews.com/articolo.asp?id=643
[18] JEC World 2026 Conference Programme, "Energy Sessions," Paris-Nord Villepinte, March 10–12, 2026. Available: https://www.jec-world.events/program/conferences
[19] "JEC Composites Innovation Awards 2026 — Don't Miss the JEC World Premiere," JEC Composites, January 2026. Available: https://www.jeccomposites.com/news/by-jec/jec-innovation-awards-2026-dont-miss-the-jec-world-premiere/
Learn More
Have questions about composite pressure vessel manufacturing or AFP technology for hydrogen tank applications?
Contact Us for a Consultation