The Sustainability Paradox of Carbon Fiber: Why Scrap Reduction Is the Biggest Lever AFP Controls

Carbon fiber is the material that keeps showing up wherever decarbonization needs a structural answer. Wind turbine spar caps. eVTOL airframes. Hydrogen pressure vessels. Lightweight EV battery enclosures. The strength-to-weight ratio is unmatched, and the downstream savings across a product's use phase are real.
And yet a 2025 review in Advanced Composites and Hybrid Materials — "The sustainability spectrum of carbon fibre" by Zabihi, Zamani, Yadav, Naebe and colleagues at Deakin's Carbon Nexus — lays out the uncomfortable truth that everyone in this industry already half-knows: the way we make carbon fiber parts today is environmentally indefensible if you look at the full cradle-to-gate picture.
The numbers are stark. Virgin carbon fiber carries an embodied energy of 183–286 MJ/kg and emits 24–31 kg CO₂eq/kg (Zabihi et al., 2025, Table 2). That's roughly ten times the embodied energy of glass fiber. And once that fiber is laid into a part, the standard thermoset matrix locks it there forever — most CFRP waste still ends up in landfill or incinerators, with only about 20% of carbon fiber and 13% of glass fiber actually recycled globally.
The paper identifies four levers for closing this gap: alternative precursors, cleaner fiber processing, recyclable polymers, and composites manufacturing itself. That last one is where most operators have real agency today — and it's where the AFP-XS and AFP-X story gets interesting.
The Paradox in One Picture
Carbon Fiber: The Environmental Paradox
Use-phase benefits vs. production-phase burdens — does the math ever balance?
FIBER
Zabihi and colleagues cite LCA work showing that virgin CFRP parts in passenger vehicles often do not reach their energy breakeven point within the vehicle's lifetime (Tapper et al., 2020, cited in the review). Recycled CFRP via pyrolysis, in contrast, can breakeven at around 41,000 km. That is a damning finding for a material sold on sustainability grounds — and it means every kilogram of fiber that gets scrapped before it ever enters service is pure environmental debt.
The Quiet Punchline
Every kilogram of fiber scrapped before it enters service is pure environmental debt. No recycling process recovers that energy. The best recycling methods still consume 20–35 MJ/kg on top of the losses, and they degrade fiber properties by 15–25%.
Which brings us to the number nobody wants to talk about.
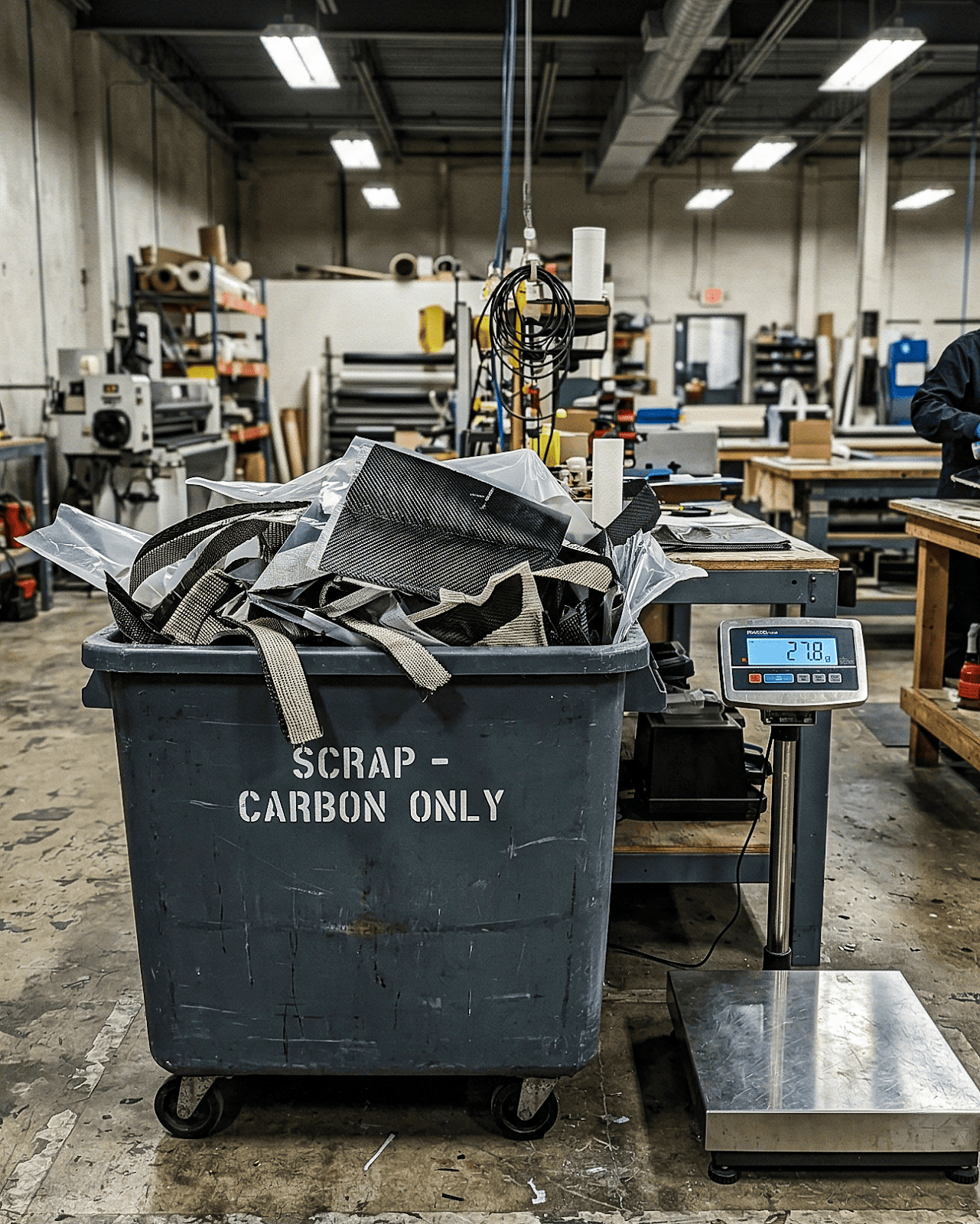
The 30–40% Scrap Problem

Prepreg rolls, cutting-floor offcuts, and a full scrap bin — the 30–40% material waste reality of manual composite layup.
Manual Layup's Hidden Cost
Ask any hand-layup shop what their fabric utilization looks like on a complex aerospace layup and you'll get a rueful laugh. Industry-wide, manual prepreg layup and hand-driven ATL routinely generate 30–40% offcut waste — sometimes more on parts with aggressive ply drops or small radii.
Most of that waste is dry carbon fiber offcuts and bobbin ends which, as the review notes, "generally have mechanical properties identical to virgin carbon fibre."
Think about what that means in LCA terms. If you scrap 35% of a roll of T700 prepreg that cost 286 MJ/kg to produce, you have thrown away 100 MJ/kg of embodied energy — before a single gram of that fiber ever did structural work. No recycling process recovers that energy.
Zabihi et al. are explicit about where the leverage is:
"Innovations in precursor materials, processing techniques, and recycling methods will be crucial for making CFRP composites more affordable and sustainable." (Zabihi et al., 2025)
Of those three, processing techniques is the only lever a part manufacturer can pull today, with equipment that already exists, without waiting for bio-based PAN or commercial vitrimer resins to mature.
Where the Fiber Actually Goes
Material utilisation rate: what ends up in the finished part vs. what is thrown away
per kg of fibre purchased
per kg of fibre purchased
wasted per kg
the finished part
hand layup → AFP
of fibre purchased
The arithmetic is not subtle. A fourfold reduction in scrap rate delivers a fourfold reduction in wasted embodied energy, and it does so without needing a single breakthrough in resin chemistry or fiber precursor development.
Why AFP-XS Changes the Scrap Equation
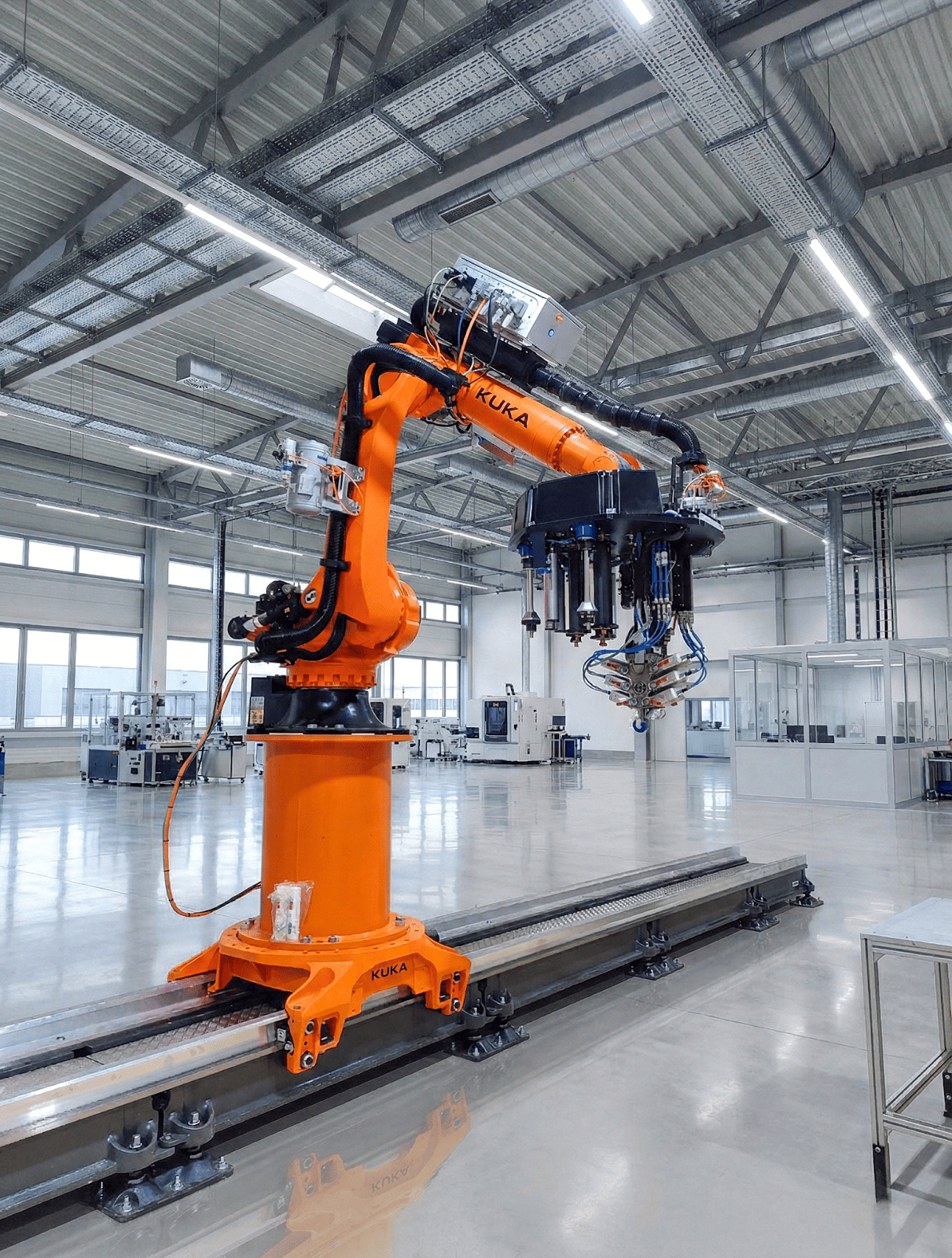
Automated Fiber Placement is not a new idea. Coriolis, Electroimpact, MTorres and Fives have been building AFP heads for aerospace primes for two decades. What's new is the cost structure that makes AFP accessible to the people who actually need it most — the Tier 2 fabricators, the university research groups, the eVTOL startups, the wind energy specialists who historically could not justify a €3M gantry system.
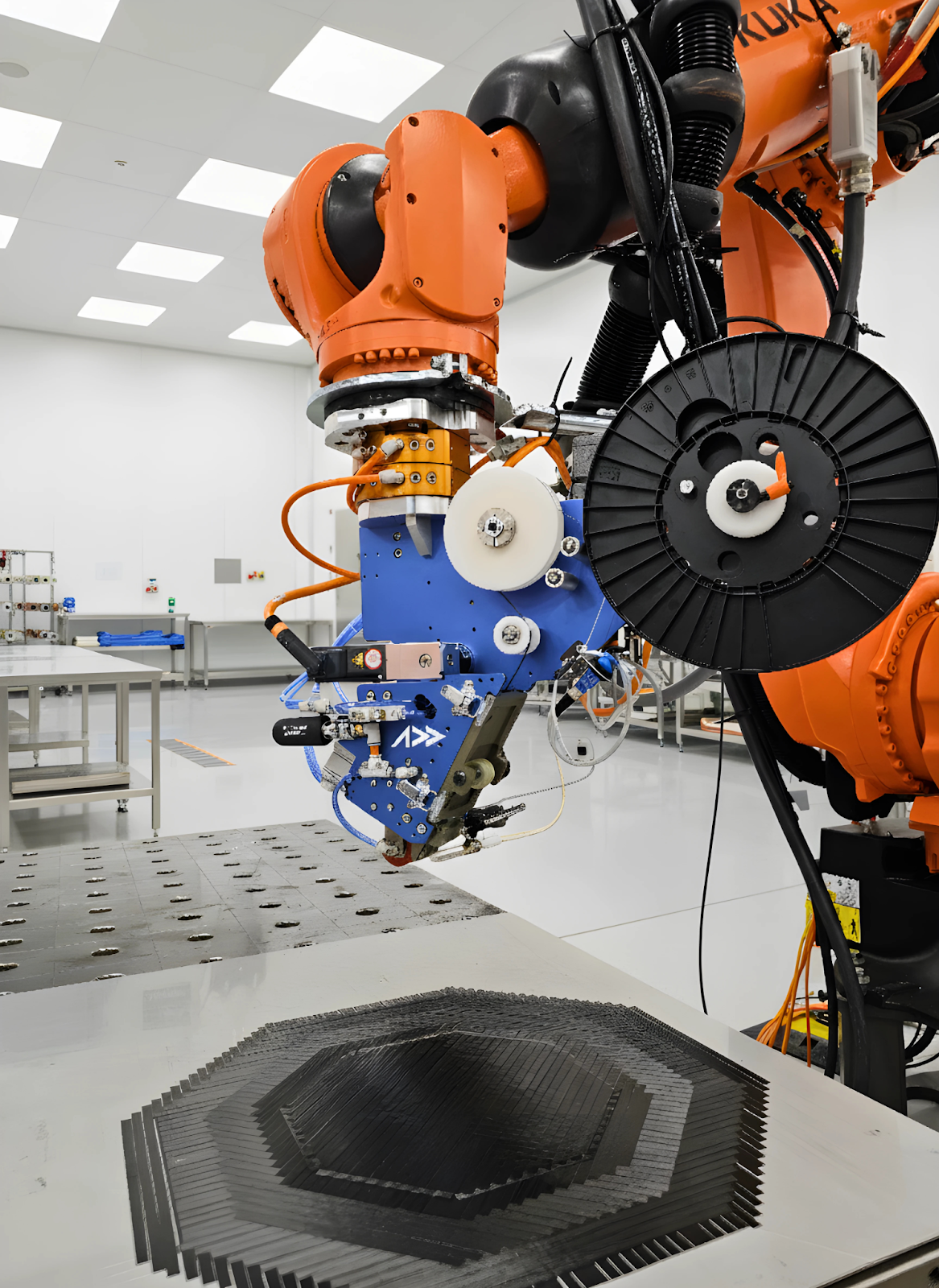
The AFP-XS single-tow head on a KUKA industrial robot, placing carbon fiber tow to near-net-shape — scrap rates consistently below 8%.
AFP-XS: Democratizing Scrap Reduction
AFP-XS is built around a single-tow head mounted on a standard industrial robot. At €3,500/month on a rental model, the barrier to entry drops by roughly two orders of magnitude versus conventional AFP cells.
Customers consistently report scrap rates below 10%, and in well-programmed parts below 8%. The tow is placed exactly where the CAD says it should go, cut to length in real time by the head, and the only waste is at course start/stop transitions.
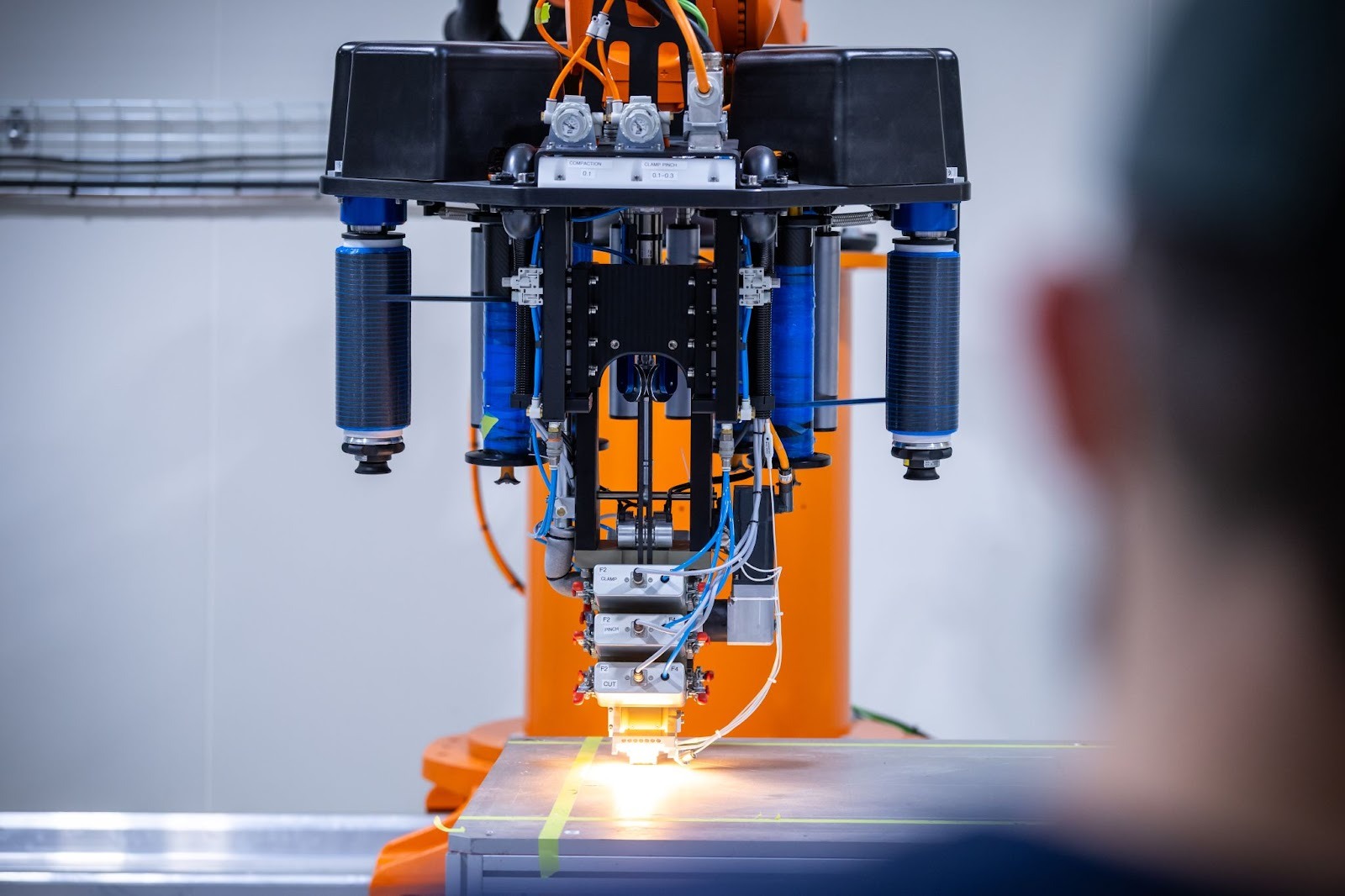
The AFP-X multi-tow head in production operation — real-time compaction, cut-and-clamp per tow, and the same sub-10% scrap discipline at full throughput scale.
AFP-X: Production-Scale Discipline
AFP-X, the multi-tow production-scale sibling, extends the same philosophy to higher throughput parts — wind blade root sections, pressure vessel domes, large fuselage skins.
The sustainability case is not marketing spin layered onto an automation pitch. It is the automation pitch.
Every tow placed by AFP-XS instead of by hand is:
Fiber Not Scrapped
Directly reducing embodied energy waste — a fourfold improvement over hand layup.
Resin Not Wasted
Epoxy production carries 76–137 MJ/kg of its own embodied energy (Zabihi et al., Table 2).
Labor Hours Reduced
Labor has its own embodied footprint — automation reduces both hours and error rates.
Defect Rate Reduced
Rework is a second scrap event hiding inside a first-pass part — AFP eliminates the root cause.
The Recycling Story Is Real but Slower Than You Think
The Zabihi review devotes significant space to recycling routes — mechanical grinding, pyrolysis, solvolysis, supercritical water, fluidised bed, and the emerging electrochemical methods. Most of these are at TRL 4–6. Pyrolysis is the most mature at TRL 8, but as the review's LCA comparison shows (Figure 6a), even pyrolysis only displaces about 50% of the climate impact of landfill disposal per kilogram of fiber recovered.
Recycling Method Maturity vs Fibre Property Retention
Where each technology sits on the readiness–performance trade-off spectrum
The review is also clear that recycled carbon fiber has a structural usefulness problem. Thermal and chemical recycling produce de-sized, intermingled fibers with random orientation that are difficult to realign into high-performance laminates. The HiPerDiF process pioneered at Bristol can restore alignment for some applications, but the best-aligned rCF composites still underperform virgin CFRP in aerospace-grade parts.

Recycled carbon fiber mat under close inspection — randomly oriented, de-sized filaments that cannot be directly realigned into structural aerospace laminates.
Recycling will matter enormously in 15 years, when the first generation of wind turbine blades and A350/787 airframes hits end-of-life in serious volume. But for a part being manufactured today, scrap reduction saves more carbon than any recycling scheme can recover. This is the quiet punchline buried in Zabihi et al.'s LCA comparisons.
Where the Research Frontier Is Heading — and Where It Isn't Yet
The review's most interesting section, for anyone following Addcomposites' own EU research portfolio, is the treatment of recyclable thermosets. Vitrimers — dynamic covalent networks based on ester exchange, disulfide bonds, Schiff bases, boronic esters, and diketoenamines — promise closed-loop recycling of both the fiber and the matrix.
Some of the Deakin group's own published work on Schiff-base epoxy vitrimers shows tensile strengths of 461 MPa, Tg above 129°C, and near-complete fiber recovery under mild acidic conditions.
TOSCA Project
This is exactly the chemistry pathway that projects like TOSCA (where Addcomposites works on AFP processing of vitrimer systems) are trying to bring from the lab into industrial AFP cells. The D4.1 deliverable on AFP vitrimer processing is about exactly this: proving that a vitrimer matrix can survive the thermal and pressure profile of an AFP head without compromising its dynamic bond chemistry.
Vitrimer CFRP: Commercial Readiness
Progress across five development milestones from lab to market
Vitrimer resin systems validated at coupon level.
Reversible covalent network chemistry confirmed.
Vitrimer-impregnated carbon fibre tape/fabric
under development for AFP-compatible use.
TOSCA project targeting automated layup of
vitrimer prepreg. Key Addcomposites opportunity.
EASA/FAA certification pathways not yet defined
for vitrimer resin systems. Long road ahead.
Vitrimer resins still 3–5× more expensive than
aerospace epoxy. Scale-up needed to close gap.
Meanwhile scrap reduction is a 0-year lever. It works today. It works on standard epoxy prepregs. It works on PEEK and PPS thermoplastic tapes. It works on the materials that are already qualified for the parts that customers already need to ship.
The Honest Addcomposites Pitch
There are a lot of reasons to adopt AFP — quality, repeatability, labor cost, ply-drop precision, complex geometry, documentation for aerospace quality systems. Sustainability has historically been near the bottom of that list, which has always felt slightly dishonest given what LCA actually says about scrap.
What the Zabihi review does, without ever mentioning AFP equipment vendors, is validate the framing: for a part being manufactured right now, the single biggest sustainability decision is how much fiber you throw in the bin.
That decision is made at the process level, not the material level. A hand layup shop running T700 prepreg has a larger carbon footprint per kilogram of finished part than an AFP-XS cell running the same material, because the AFP cell wastes less of it. The fiber is identical. The resin is identical. The part geometry can be identical. Only the deposition method differs — and it differs by roughly 4× on scrap rate.
This is not an argument that AFP solves the carbon fiber sustainability paradox. It does not. The precursor is still PAN, the carbonization is still 200–900 MJ/kg, and the epoxy at end-of-life still mostly gets landfilled. Those problems need bio-based precursors, renewable grid electricity for carbonization ovens, and commercial-scale vitrimers to fully solve.
What AFP does is remove the most embarrassing inefficiency from the middle of the value chain — the one where manufacturers have been burning a third of their most carbon-intensive input before the part even exists. That is the lever that is actually in a fabricator's hands today.
What to Do Monday Morning
If you run a composites shop and you are serious about getting your cradle-to-gate numbers in order, the sequence looks like this:
Step 1 — Measure Your Actual Scrap Rate
Not the nominal number from your material datasheet. Weigh the offcut bins for a month. Most shops are shocked by what they find.
Step 2 — Multiply by 250 MJ/kg
Annual fiber consumption × scrap rate × 250 MJ/kg = wasted embodied energy per year. Convert to CO₂ at your local grid mix. This is the number your customers will eventually ask for via CSRD or Scope 3 reporting.
Step 3 — Model 8% vs 35%
Model what that number looks like at 8% scrap instead of 35%. The delta is usually enough to justify automation on its own, before you add labor savings, quality improvements, or throughput gains.
Step 4 — Start with the Rental Model
If you're not ready for a full AFP cell, adopt the rental model. AFP-XS on a monthly subscription was designed so the decision to reduce scrap does not require seven-figure capex. Start with a single-tow head on a KUKA or ABB robot you may already own.
The circular economy discourse around composites has spent a decade focused on end-of-life — on what happens to the blade after 20 years, on whether vitrimers will eventually enable closed loops, on how to recover fibers from 787 production cutoffs. All of that matters. But the Zabihi review is a useful reminder that the biggest sustainability decisions in a composite part's life are made upstream, at the deposition head, and they are made every single shift.
The Bottom Line
Scrap is the lever you control. AFP is how you pull it.
Learn More
Want to know what scrap reduction looks like on your specific parts? Get in touch →
Contact Us for a ConsultationReferences
- Zabihi, O., Zamani, P., Yadav, R., Wei, Y., Laghaei, M., Pakdel, E., Ahmadi, M., Li, Q., Hadigheh, S.A., & Naebe, M. (2025). The sustainability spectrum of carbon fibre: balancing high performance CFRP composites with environmental responsibility. Advanced Composites and Hybrid Materials, 8:415. https://doi.org/10.1007/s42114-025-01497-6
- Tapper, R.J., Longana, M.L., Norton, A., Potter, K.D., & Hamerton, I. (2020). An evaluation of life cycle assessment and its application to the closed-loop recycling of carbon fibre reinforced polymers. Composites Part B: Engineering, 184, 107665. Cited in Zabihi et al., 2025.
- All environmental impact data, LCA figures, recycling TRL assessments, and the four-lever sustainability framework are drawn from Zabihi et al. (2025) open-access review. The scrap-rate analysis and AFP-specific framing are Addcomposites' interpretation of where the review's findings map onto real-world manufacturing decisions.
Addcomposites builds AFP-XS, AFP-X, and ADDX systems to make advanced composite manufacturing accessible beyond the aerospace primes. If you want to talk about what scrap reduction looks like on your specific parts, reach out at Info@Addcomposites.Com.
